compresores de análisis de vibración
compresores de análisis de vibración
Este artículo describe dos casos de real Análisis de vibraciones compresores.
Caso 1 – compresores de análisis de vibración – sobrealimentado
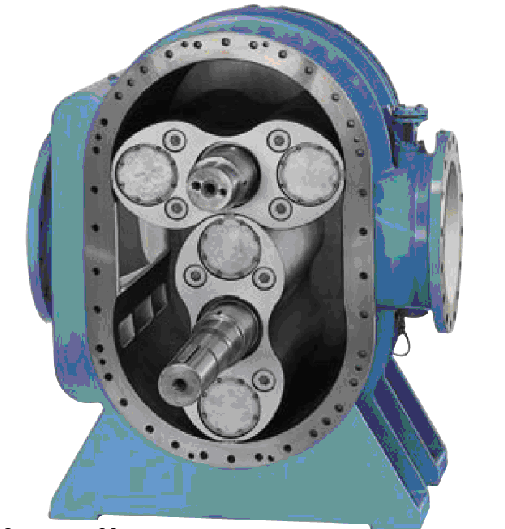
Un compresor, similar a la mostrada en la figura 1, Es parte de una Programa de Mantenimiento Predictivo desde el año 2007, Está sujeto a inspecciones trimestrales con un vibrométricas analizador de vibraciones.
Figura 1 - compresores de análisis de vibración – esquema de compresor
Caso 1 - Situación de partida
Casi desde el comienzo de las inspecciones, vibrométricos datos recogidos en el eje de soporte del cliente compresor, el lado de accionamiento, Se revelaron la presencia de frecuencia asociada con defectos en la pista de rodadura del anillo interior del cojinete instalado (Figura 2). sin embargo, ya que las amplitudes se registraron las características de una fase inicial de desarrollo de la anormalidad, se decidió seguir vigilando esta condición hasta su evolución justificar los trabajos de mantenimiento.
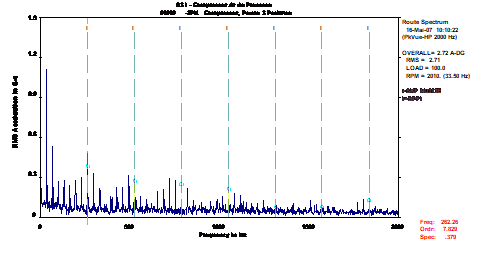
Figura 2 - compresores de análisis de vibración- espectro PeakVue recoge en el eje de soporte director, el lado de accionamiento, inspección recopilada puede 2007.
Caso 1 - Inspección de agosto
Ensayos han sido realizados en agosto 2008, observado un deterioro de los parámetros para el control de la condición de funcionamiento de los cojinetes del compresor (Figura 3).
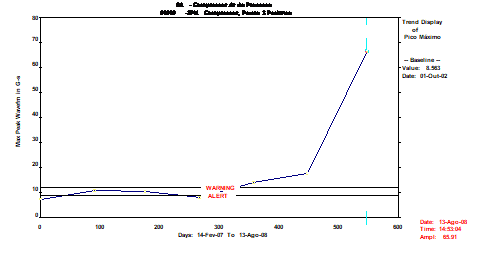
Figura 3 - compresores de análisis de vibración – Evolución de parámetros pico máximo de la forma de onda PeakVue durante las diversas inspecciones.
Caso 1 - Fotografía del balanceo
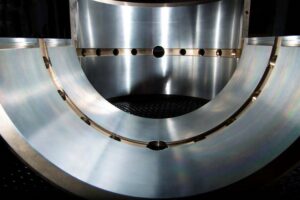
Teniendo en cuenta los grandes avances registrados en todos los parámetros definidos, Estábamos obligados a intervenir para reemplazar los cojinetes del compresor. En intervención realizada se encontró que el eje que lleva la entrada del compresor, el lado de accionamiento, mostró una degradación significativa en la pista de rodadura del anillo interior y se encuentra que el partido de la jaula (Figura 4).

Figura 4 - compresores de análisis de vibración – Anillo interior y el cojinete de jaula sustituido
Caso 1 – conclusión
Como era esperable, después de la intervención realizada, hubo una disminución significativa en los parámetros generalizadas y establecidos para controlar el estado de funcionamiento de los cojinetes. Con el monitoreo de la condición, mediante la medición y el análisis de vibraciones, es posible determinar de antemano el desarrollo de fallas, supervisar su progreso y mantenimiento horario de trabajo en equipo, reducir al mínimo los costes de mantenimiento.
Caso 2 – compresores de análisis de vibración – tornillo compresor de aire Atlas Copco GA180
Debido a su criticidad, Se integra en el programa de mantenimiento predictivo establecido, un compresor de aire Atlas Copco GA180. Como suele suceder con este tipo de máquinas, La mayor dificultad surge para el seguimiento de las condiciones de funcionamiento y mediante análisis de vibración medir, Se relaciona con el hecho de no conocer los datos técnicos necesarios para caracterizar las frecuencias características de la máquina.

Al no ser este caso excepción, de facto, información relevante como cojinetes de referencia instalados en el elemento compresor, número de dientes de la velocidad de los engranajes y la rotación de cada tornillo, no disponible, lo que hace más difícil el trabajo de análisis de datos vibrométricos.
Caso 2 – El resultado de la primera inspección
Inmediatamente después de la finalización de la primera inspección programada vibrométrica, el análisis de los datos registrados en el soporte del motor frente a la unidad, Se reveló la presencia de frecuencias asociado con anormalidades del desarrollo en el cojinete instalados (Figura 6).
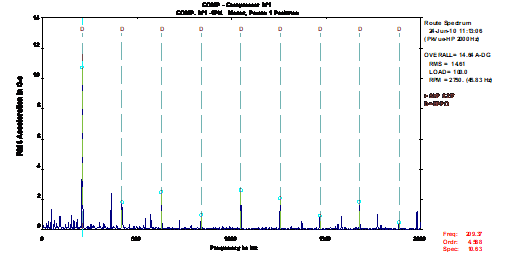
Figura 6— Caso 1 – compresores de análisis de vibración – sobrealimentado – espectro PeakVue registrada en el soporte de motor de
sin embargo, Más preocupante que el hecho de que se han identificado las frecuencias mencionadas anteriormente, fue el hecho de que los parámetros de las emisiones de monitorización de frecuencias altas presentes en el elemento compresor, de una forma general, valores superiores a los que se considera normal para este tipo de equipo. Por ejemplo, parámetro de pico máximo de la forma donde alcanzó valores 58 g de mientras que el parámetro que mide el nivel de vibración en la banda de 1 kHz-20 kHz alcanzó valores 24 g's Pico.
Además de los niveles alcanzados por estos parámetros, también PeakVue espectros registrados en los puntos de medición definidos en el elemento compresor, registavam la presencia de frecuencia 238,84 Hz y armónicos (Figura 7). Como se indicó anteriormente, la falta de datos de la máquina técnica no permite identificar claramente el origen de la frecuencia. sin embargo, la característica dinámica del compresor y los conocimientos adquiridos sobre el comportamiento de este tipo de máquinas, llevó a sospechar que la frecuencia de 238,84 Hz era de no sincrónicamente, por lo que no sería la frecuencia pulsante, que es característica de este tipo de máquinas.
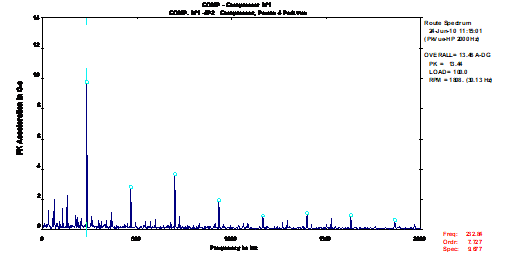
Figura 7— Caso 1 – compresores de análisis de vibración – sobrealimentado – espectro PeakVue registrado en el elemento compresor
Caso 2 – recomendación hecha
En vista de todo lo anterior, Se recomienda la revisión de la máquina, incluida la sustitución de los cojinetes del motor.
Caso 2 - Medidas después de la intervención
En la inspección programada realizada después de que la máquina se hallaron críticas:
- La desaparición de las frecuencias asociadas con el desarrollo de anomalías en los cojinetes del motor (Figura 8);
- La disminución significativa de las amplitudes de los parámetros establecidos para vigilar las emisiones de altas frecuencias en el elemento compresor;
- La desaparición de la frecuencia 238,84 En Hz y los espectros PeakVue armónico recogido en el elemento compresor (Figura 9).
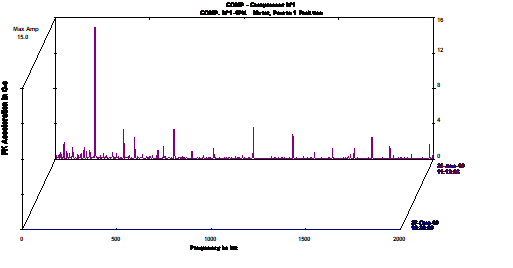
Figura 8— Caso 1 – compresores de análisis de vibración – sobrealimentado – PeakVue espectros registrados antes y después de los cojinetes del motor de dolor reemplazo
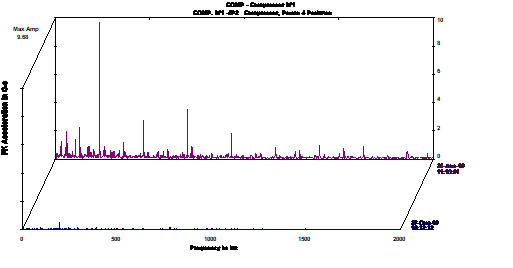
Figura 9— Caso 1 – compresores de análisis de vibración – sobrealimentado – PeakVue espectros registrados antes y después de la revisión del elemento compresor
Caso 2 – conclusión – Compresor de aire de tornillo
A pesar de la falta de datos técnicos que permiten caracterizar las frecuencias típicas de máquinas, Mediante la supervisión de parámetros de la vibratorio, es posible determinar de antemano el desarrollo de anomalías, la prevención de la ocurrencia de fallas catastróficas y reducir al mínimo los costes de mantenimiento.