cojinete El análisis de vibración
1 – cojinete El análisis de vibración
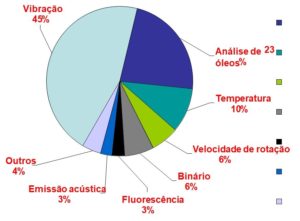
Los cojinetes son un componente único que la mayoría de las preocupaciones y el trabajo de dar a un mantenimiento mecánico y se deduce la importancia de Análisis de vibraciones cojinete. Son unidades industriales comunes con los componentes de este tipo instalados por las miles. tan, uno de los principales objetivos de un sistema de monitorización del estado de la maquinaria en una planta industrial que es conocer el estado de los rodamientos. se muestra en la siguiente figura se puede ver las técnicas usadas para monitorización de condición de rodamiento.
El problema general de cojinete de detección de fallo con la medición de la vibración es cómo separar las vibraciones de baja amplitud producidas por la colisión de los elementos rodantes, el rodillo una superficie bien lubricado, con los bordes de una hendidura indetectable a simple vista, otras vibraciones de la máquina. Esto se puede hacer con una analizador de vibraciones.
2 – Características físicas de los rodamientos.
A continuación puedes ver un vídeo sobre este tema..
3 – Las vibraciones generadas por un cojinete en la degradación
Para entender cómo operar las diferentes técnicas de detección y diagnóstico de fallos en cojinetes que hay que conocer las características de la vibración a la que estos fenómenos dan lugar.
Considere el caso de un efecto de la fatiga de rodadura en carretera. Este es el caso de algunas 80% Los rodamientos que fallan.
1Th etapa de la degradación de un rodamiento
Por el efecto de microfisuras fenómenos de fatiga son producidos por superficie de baja cojinete. Se estalla en lugar de vibraciones a frecuencias muy altas (entre 100 mi 300 Kilohercio) los cuales son llamados Emisión Acústica. Normalmente estas vibraciones se pierden en el ruido de fondo de la máquina.
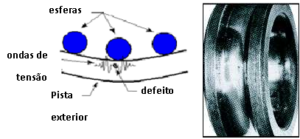
Figura 1 - Primera etapa de la degradación de los rodamientos
Más tarde, A medida que los avances de desgaste, la gama de frecuencias inferior a 20 una 60 KHz. Estas frecuencias son detectadas por las técnicas de detección de la cara por vibraciones de alta frecuencia en (Ex: SE, HFD, pulso de choque, PeakVue, etcétera).
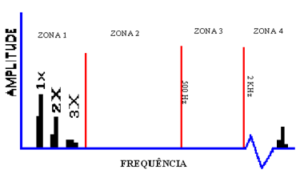
Figura 2 – degradación de la fase de los cojinetes en el espectro de frecuencia
En esta etapa normalmente la izquierda 10 una 20% la vida útil del rodamiento restante.
2Th etapa de la degradación de un rodamiento
Las microgrietas llegan a la superficie de la pista.
Los bordes de la hendidura están afiladas. Se producen cuando los impactos que producen ondas de choque muy bruscos. Las vibraciones producidas son muy pequeñas y menos de las vibraciones producidas por el fondo de la máquina hasta unos pocos kHz.
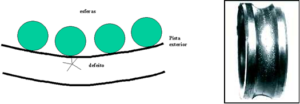
Figura 3 - fase de degradación segundo cojinete – Las microgrietas llegan a la superficie de la pista.
Choques comienzan a excitar las frecuencias naturales de las áreas afectadas, que a menudo surgen bandas laterales moduladas por la velocidad de rotación del cojinete, la aceleración de los espectros.
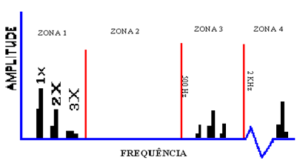 Figura 4 - segunda etapa de la degradación de los rodamientos - el espectro de frecuencias
Figura 4 - segunda etapa de la degradación de los rodamientos - el espectro de frecuencias
La amplitud de las vibraciones a altas frecuencias (zona 4) habitaciones. En esta etapa normalmente la izquierda 5 una 10% la vida útil del rodamiento restante. Es hora de recomendar el cambio del cojinete.
3Th etapa de la degradación de un rodamiento
Los aumentos de hendidura y los impactos sucesivos de los cuerpos rodantes alrededor de sus bordes. La amplitud de vibración aumenta a bajas frecuencias.
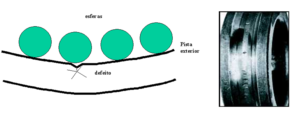 Figura 5 - Etapa 3 de la insuficiencia de cojinete – Los aumentos Gap
Figura 5 - Etapa 3 de la insuficiencia de cojinete – Los aumentos Gap
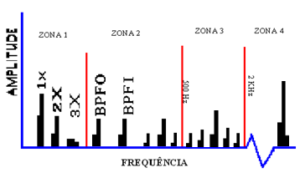 Figura 6 - 3ª falta de fase en los cojinetes - el espectro de frecuencias
Figura 6 - 3ª falta de fase en los cojinetes - el espectro de frecuencias
Emerge frecuencias claramente armónicas de las características de los defectos de cojinete. Los avances más la degradación adicional es contenido en bajas frecuencias y el número de armónicos y bandas laterales.
La amplitud de las vibraciones a altas frecuencias (zona 4) continúa aumentando. En esta etapa normalmente la izquierda 1 una 5% la vida útil del rodamiento restante. Al abrir los defectos en el rodamiento ya son claramente visibles y es urgente para eliminar el balanceo de servicios.
4Th etapa de la degradación de un rodamiento
La degradación de la superficie de la pista llega a ser significativa. El material de partida tiene el efecto, completamente alrededor de los bordes de la fisura.
En la etapa final de la degradación a la velocidad rotacional componente (1X) puede aumentar como resultado de la aparición de la brecha; estas condiciones surgen numerosos armónicos.
La degradación de las características geométricas de los medios de rodadura que las características de frecuencia desaparecen y surgen "una montaña" en el espectro sin ningún tipo de frecuencia en el espectro bien marcado. El espectro de nivel de césped también aumenta debido a los impactos que se producen son.
El efecto vibratorio se puede detectar en la frecuencia media, y terminar a bajas frecuencias (las frecuencias por debajo 1 KHz).
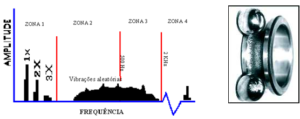 Figura 7 – 4Segunda fase - el cojinete pierde las características geométricas
Figura 7 – 4Segunda fase - el cojinete pierde las características geométricas
En esta etapa el nivel de vibración en la zona 4 puede disminuir. En esta etapa normalmente la izquierda 1 hora – 1% la vida útil del rodamiento restante.
Así ha sido en estas circunstancias para un rodamiento, en las primeras etapas de la decadencia las vibraciones producidas por la degradación están dando de grado muy pequeño y sólo por encima del fondo producido ruido por el entorno en el que el cojinete se encuentra en altas frecuencias. Como la degradación evoluciona la amplitud de los aumentos fenómeno vibratorios, y las frecuencias que pueden ser detectados más y más pequeños.
En los casos de cojinetes para girar a velocidades bajas (decenas o cientos de revoluciones por minuto) las vibraciones producidas son de amplitud reducida, presentando así la detección de estos fallos, mayores dificultades. Cuanto menor sea la velocidad de rotación, los más pequeños las amplitudes de las vibraciones producidas.
A continuación puede ver un vídeo sobre la evaluación de la gravedad de los defectos en los rodamientos..
4 – criticar técnicas de detección para el análisis de las vibraciones en los cojinetes
Las técnicas de detección deben cumplir con varios requisitos:
- Dar un aviso de tiempo razonable antes de la ruptura de parada;
- Hay una diferencia significativa entre las amplitudes medidas en un buen rollo y malas condiciones;
- Ser sencillo de aplicar.
llegado tan, diversas técnicas de detección, cada uno con ventajas y desventajas.
Ha habido técnicas más utilizadas como, La siguiente:
• Nivel Global de Medición de Vibraciones (10 hz – 1 KHz)
• La medición de alta frecuencia (más que 1 KHz)
• Análisis del espectro de frecuencias
• Análisis del Sobre
Para los rodamientos que giran a una velocidad muy baja, a menos que 20 RPM, las vibraciones no son apropiados condición de control técnico no tienen la sensibilidad adecuada.
Para esta gama de velocidades de la técnica adecuada es la emisión acústica.
5 Nivel global de Medición de Vibraciones
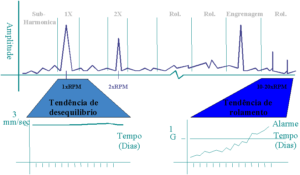
La manera más simple para detectar un deterioro de un cojinete es a través de la medición regular de nivel global de la vibración en el rodamiento respectivo. Esta técnica se basa en la medición de la media cuadrática (RMS) el nivel de vibraciones en una banda de frecuencia amplia. La medición de la aceleración da los mejores resultados. Estas mediciones se pueden hacer usando un acelerómetro, y unas vibraciones de medición portátiles con un filtro adecuado incorporan. Los resultados de medición se comparan con los valores estándar o estándares establecidos para cada cojinete. presentar gráficamente los resultados de las mediciones con el tiempo puede seguir fácilmente la tendencia de la evolución y su futuro extrapolarse para predecir si cuando es las necesidades de rodamiento para ser reemplazados. Sin embargo, y debido a que es a menudo, el nivel de vibración de un cojinete degradada solamente se elevan en la última fase de la falla, este método da una notificación tardía, especialmente para cojinetes para girar más de mil revoluciones por minuto.
En los cojinetes más lentas, tales como, por ejemplo corriendo entre 150 mi 600 RPM, la aplicación de esta técnica da resultados satisfactorios. El hecho de que la tasa de evolución de un fallo es mucho más lento en un cojinete que funciona en dicho rango de velocidad que en el funcionamiento 1500 RPM, da esta técnica en estas circunstancias dan un tiempo de preaviso satisfactoria.
Teniendo para girar a velocidades aún inferiores, esta técnica pierde la sensibilidad.
Tiene por lo tanto las siguientes ventajas y desventajas:
- ventajas
– Rápido
– sencillo
– Económico
– Los resultados con un número - desventajas (cojinete que gira a más de 1000 RPM)
– Sólo detecta algunas fallas
– Detecta un mal funcionamiento en una etapa tardía - desventajas (cojinetes para girar al menos 150 RPM)
– sensibilidad insuficiente
6 – La medición del nivel general de vibraciones a altas frecuencias
Teniendo el período previo 600 RPM método más rápido de detección de fallos en los cojinetes es mediante la medición de las vibraciones a altas frecuencias, producido por la degradación en el despliegue.
Actualmente existen en el mercado varios metros de vibraciones, con esta posibilidad y por lo tanto para detectar fallos en los cojinetes.
En el más ampliamente utilizado es un transductor de acelerómetro, que contiene el metro en sí mismo un filtro que deja pasar sólo una gama de frecuencia particular de las medidas de vibraciones, seguido por el tratamiento de una señal de medición y la amplitud.
El factor de cresta y el análisis de vibración en cojinetes
Siguiente para el efecto ilustración se refiere a una de estas técnicas, la “factor de cresta”.
El factor de cresta es el resultado de dividir el valor pico y el valor eficaz de la vibración.
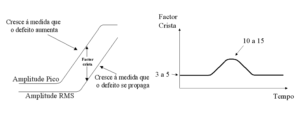 Figura 8 - El factor de cresta
Figura 8 - El factor de cresta
Las curvas en la figura de arriba muestra una evolución típica de factor de cresta como la condición de funcionamiento de los cojinetes deteriora. Inicialmente, hay una relación relativamente constante entre el valor de pico y el valor RMS. El valor de pico crecerá normalmente hasta un cierto límite. Como los deteriora cojinete, más pulsos se generarán para cada paso de las bolas, en última instancia, influir en los valores RMS, a pesar de que la amplitud individual de cada pico no es mayor. Hacia el final de la vida del rodamiento, Factor de cresta puede haber bajado a su valor original, aunqué, sin embargo, pico y RMS valores han crecido considerablemente. Se presenta la mejor manera de presentar los resultados de las medidas; los valores de pico y RMS en el mismo gráfico, factor de cresta con la deducida a partir de la diferencia entre las dos curvas.
El filtrado de las vibraciones a altas frecuencias y análisis de vibración en cojinetes
En la siguiente figura vemos el efecto de filtrado de las vibraciones por debajo de 1 KHz. El aumento de factor de cresta” Se convierte en el efecto de filtrado de la señal, mucho más notable.
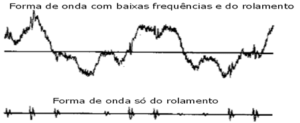
Figura 9 - filtrado de las vibraciones a altas frecuencias
Como se puede deducir fácilmente a la establecida anteriormente, los métodos de detección de fallos de cojinete a través de mediciones a altas frecuencias, comenzar a partir de dos principios:
• Cuando un rodamiento se rompe se producen vibraciones a altas frecuencias
• Las vibraciones solamente existentes a altas frecuencias se producen por un cojinete degradada
limitaciones de medición del nivel general de vibraciones a altas frecuencias
En la vida cotidiana muchas situaciones en las que esto no es cierto, donde las limitaciones de tales medidas.
La primera limitación se refiere al hecho de que esta técnica para los rodamientos de perder sensibilidad para girar a velocidades inferiores 1000 RPM, y ser de eficacia cuestionable a velocidades más bajas 600 RPM. En realidad, este rango de velocidad ya no producir vibraciones de choque a altas frecuencias como se describe anteriormente.
La segunda limitación es el hecho de que las vibraciones de alta frecuencia se amortiguan rápidamente en materiales y su amplitud se reduce drásticamente por la separación entre las superficies de componentes de la máquina. Es así que el punto de medición no se encuentra en las proximidades de la técnica de laminación pierde la sensibilidad, o incluso accidentes.
La tercera limitación viene puede haber otras fuentes de vibración a altas frecuencias.
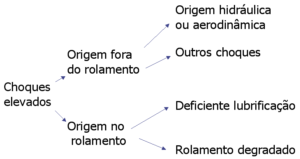
El esquema de inmediato inferido entre el resultado de las mediciones de alta frecuencia indican amplitudes altas y decir que un rodamiento se degrada va un largo camino.
Fenómenos de fuera de los cojinetes que pueden generar vibraciones a altas frecuencias son diferentes:
• La cavitación
• fenómenos aerodinámicos
engranajes • Choques en mal estado
• Choques piezas sueltas
• Etc..
Si la vibración se origina en el cojinete, siendo todavía, puede ser que él no está en mal estado. Si el lubricante no se está haciendo en condiciones adecuadas se producirá en la película se rompe lubricante, usted debe separar los elementos rodantes de las pistas, que dará, por lo tanto, colocar la ocurrencia de shocks tal como ocurriría si el cojinete estaba descuidado.
Son, pues, las siguientes ventajas y desventajas de esta técnica (cojinete que gira a más de 1000 RPM).
- ventajas
• Rápido
• sencillo
• Económico
• Los resultados con un número - desventajas
• Medición de los puntos es crítico
• Sujeto a interferencias de otras fuentes
7 El espectro de frecuencia del análisis de vibración en cojinetes
Durante las etapas de la degradación en el que los impactos se producen entre los elementos rodantes y los anillos de rodadura será excitado frecuencias naturales de los componentes del rodamiento.
Cada vez que el elemento de rodadura de encontrar una discontinuidad causa un pulso vibratorio.
Las características de frecuencia de defectos en cojinetes en el análisis de vibración
La vibración resultante consistirá en una repetidos periódicamente serie de pulsos a una tasa determinada por la ubicación de los defectos y la geometría del rodamiento. Estas tasas de repetición son conocidos a frecuencias características de los cojinetes. Más concretamente, la frecuencia de paso de bola en la pista externa (BPFO) a un defecto en el anillo exterior; la frecuencia de paso de bola en la pista interior (BPFI.), a un defecto en el anillo interior; la frecuencia de rotación de la bola (BSF), para un defecto en las esferas; o frecuencia jaula (FTF) por un defecto en la jaula. Las características de frecuencia de los defectos en los cojinetes se pueden calcular a partir de la geometría del cojinete de las fórmulas que se puede ver a continuación. Nota-se, sin embargo, estas fórmulas suponen un movimiento de balanceo perfecto, mientras que en realidad siempre hay algo de deslizamiento. tan, las ecuaciones deben considerarse aproximados.

Figura 10 - características geométricas de cojinetes relevantes para el análisis de vibración en cojinetes
si tener que:
n = número de cuerpos rodantes
fr = frecuencia de rotación
![]()
Frecuencias de los defectos características son cojinete:
una) Frecuencia de defectos en la pista exterior
![]()
segundo) Frecuencia de defectos en la pista interior
![]()
do) frecuencia de rotación de los elementos rodantes
![]()
re) frecuencia de rotación de la jaula
![]()
El valor de las frecuencias de los componentes de soporte y la estructura en la que opera, Ellos no se ven afectados por la frecuencia o su resistencia al impacto. Las resonancias de rodamiento se producen generalmente en la zona entre 1 e KHz 20 KHz, que ocurre en las bandas de frecuencia.
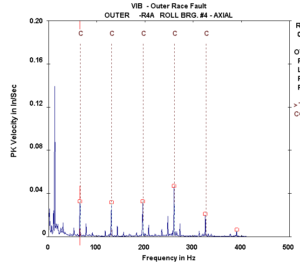 Figura 11 – Los fallos en los cojinetes producen componentes armónicos de las características de frecuencia de los defectos
Figura 11 – Los fallos en los cojinetes producen componentes armónicos de las características de frecuencia de los defectos
En la figura anterior se puede ver la diferencia en el espectro de frecuencias del efecto aislado de impacto en una estructura y un efecto que impactos repetidos es lo que sucede cuando se produce un fallo en un cojinete.
Son, pues, las siguientes ventajas y desventajas de análisis de frecuencias del espectro, como fallo cojinete técnica de detección:
ventajas
• Detecta averías en los rodamientos que funcionan a bajas velocidades
• Proporciona información sobre la frecuencia de las vibraciones, que puede ser usado para el diagnóstico
desventajas
• Aumento de la inversión
8 Análisis envolvente el análisis de la vibración del cojinete
El análisis sobre es, Actualmente, la herramienta por excelencia, para detectar fallos en cojinetes analizadores de vibración. También se ha convertido en esencial para diagnosticar cualquier problema mecánico que puedan provocar descargas, tales como engranajes en mal estado, holguras, desapertos, etc..
originalmente, cuando fue desarrollado no tienen la capacidad de medir, exactamente, el nivel de aceleración generada por los impactos mecánicos, pero, desde los años noventa, con el desarrollo de la tecnología de detección de picos de impacto, se supera esta limitación.
El sobre con vibración técnicas de análisis han tenido varias designaciones comerciales y, a saber:
- PeakVue (Emerson / CSI);
- Espectro de pico de energía (IRD / ENTEK / Rockwell Automation);
- demodulación;
- Sobre;
- etc.
Sin embargo a pesar de los diferentes nombres y cómo implementar, todo seguirá proporcionando versiones de análisis envolvente.
8.1 Medición de impacto y análisis de la señal
El daño de cojinete surgen en términos de vibraciones de lo bien evidente en los choques de forma de onda.
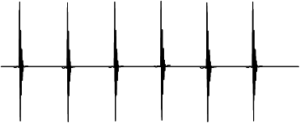
Figura 12 - vibraciones pulso generado por choques
estos impulsos, de muy corta duración, Están bien detectan con un medidor de vibraciones con detector de pico.
1ma Regla - Para controlar el progreso de los picos de impacto es necesario medir correctamente la amplitud de pico de la forma de onda
Imaginemos que un cojinete para girar a baja velocidad que se quiere medir un espectro de hasta 100 hz. Para eso, típicamente, el convertidor analógico-digital de un analizador de espectro obtendrá una forma de onda muestreada la 2,56 X 100 Hz = 256 hz, o sea, la forma de onda consistirá en muestras obtenidas de 4 en 4 Sra, que es completamente insuficiente para medir adecuadamente la amplitud de pico de los choques.
En la siguiente figura se puede ver un ejemplo de una forma de onda con un número insuficiente de muestras y que su ámbito de aplicación no se caracteriza adecuadamente.
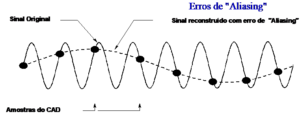
Figura 13 - el muestreo de la forma de onda por el convertidor analógico-digital
Para caracterizar adecuadamente un choque que dura menos de un milisegundo tienen que tomar por lo menos 10 muestras por milisegundo, por ejemplo. tenemos, por lo tanto, con el fin de caracterizar correctamente la amplitud de un impulso que es pasado un segundo, requiere una frecuencia de muestreo 10 KHz, que corresponde a una frecuencia máxima del espectro 4 KHz.
2ma Regla - Incluso si el rodamiento es de gama baja velocidad de rotación de la frecuencia final debe ser alto
Si esta regla no es seguida amplitud que aparece en la forma de onda y el espectro no es real.
ahora, una baja velocidad de rotación de las frecuencias de defecto de cojinete están en el orden de unos pocos Hz y tiene, por lo tanto, para obtener espectros de alta resolución, con un elevado número de líneas, tal como por ejemplo 3200.
3ma Regla - Para ver los defectos frecuencias características tienen que utilizar espectros de alta resolución
Todo lo que se refiere al análisis del espectro de frecuencias es también válido para el análisis envolvente.
Como se sabe, a adecuadamente caracterizan las vibraciones de los cojinetes deben ser retirados de las otras primeras vibraciones de baja frecuencia en la máquina. Esto normalmente se efectúa por detección de envolvente.
8.2 - bloques de análisis de envolvente Diagrama
Este es el análisis tradicional sobre esquema.

Figura 14 Diagrama de bloques del análisis envolvente tradicional
Lo que se pretende es lo que se puede ver a continuación.
una) Forma antes del filtro de paso alto.
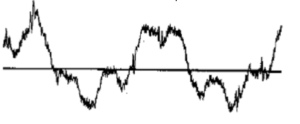 Figura 15 - forma de onda antes del filtro
Figura 15 - forma de onda antes del filtro
segundo) De forma de onda después de filtro.
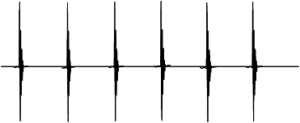 Figura -16 De forma de onda después de filtro.
Figura -16 De forma de onda después de filtro.
do) La señal después de la rectificación (rojo).
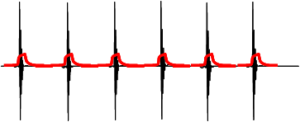
Figura 17 – La señal después de la rectificación (rojo).
En las limitaciones de conversión analógico-digital son los mismos que en el análisis del espectro tradicional.
A continuación puede ver un vídeo sobre la demodulación de las vibraciones de los rodamientos..
8.3 – La amplitud envolvente del análisis de la vibración del cojinete
Como se muestra en la figura anterior el sobre tradicional no puede medir con precisión la amplitud de eventos de muy corta duración.
Los filtros analógicos utilizados normalmente tiene un retraso en el tiempo de respuesta que les impide hacer mediciones precisas de pulsos.
Por ello, muchos fabricantes informan a la envolvente de amplitud de las componentes espectrales no es fiable, y esto sólo se puede utilizar con fines de diagnóstico.
Desde entonces la medición de la amplitud de pico de la forma de onda envolvente?
¿Hay una manera de tener una amplitud envolvente del espectro con componentes adecuados?
8.4 – Corregir la amplitud de pico de la medición de forma de onda envolvente en el cojinete de análisis de vibración
Hay dos maneras:
• A tradicional; utilizando un detector de amplitud de pico. Las mediciones de la amplitud máxima de la forma de onda dan resultados correctos, pero la amplitud de componentes espectrales no es.
• La última; primero el muestreo de la forma de onda a una frecuencia alta (por ejemplo 100 KHz), independientemente de la frecuencia máxima de espectro, para asegurar que se detecta correctamente el alcance de los efectos de los picos. Entonces estas muestras se utilizan para reconstruir una forma de onda que servirá a la construcción del espectro de frecuencias. Esta forma de onda reconstruido conserva mayo de cada valor de muestra de todas las muestras que dieron lugar a. Esta técnica se utiliza por CSI y SVD.
A continuación sigue un diagrama de bloque de análisis de ese modo envolvente.
Figura 18 - Diagrama del bloque de detección de envolvente para una medición correcta de la amplitud de pico de la forma de onda envolvente
Con este enfoque, la amplitud de los picos de la forma de onda y los componentes espectrales es la correcta.
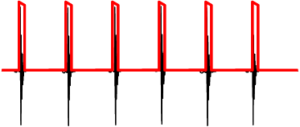 Figura 19 - Medición de la amplitud de pico correcta de la forma de onda de la envolvente
Figura 19 - Medición de la amplitud de pico correcta de la forma de onda de la envolvente
A continuación se puede ver un ejemplo de aplicación en un cojinete de un motor eléctrico. O espectro normal, la parte superior, shows desertar síntomas en la pista interior, claro. La envolvente del espectro, abajo, muestra síntomas claros de defectos en la pista interior.
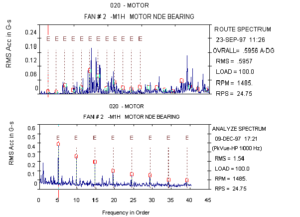 Figura 20 – O espectro normal, la parte superior, shows desertar síntomas en la pista interior, claro. La envolvente del espectro, abajo, muestra síntomas claros de defectos en la pista interior.
Figura 20 – O espectro normal, la parte superior, shows desertar síntomas en la pista interior, claro. La envolvente del espectro, abajo, muestra síntomas claros de defectos en la pista interior.
9 – otras técnicas
9.1 La emisión y análisis de vibración en cojinetes Acoustic
Emisión Acústica tecnología es un método de ensayo no destructivo utilizado en una amplia gama de aplicaciones industriales para detectar y localizar defectos en muestras cargadas mecánicamente. La emisión acústica se define formalmente como “la clase de fenómenos en los que las ondas elásticas transitorios son generadas por la rápida liberación de energía a partir de fuentes localizadas dentro de un material, o ondas elásticas transitorios así generado”. tales ondas, en general, tomar la forma de alto nivel de las ondas de la banda de tensión y frecuencia amplia que, a medir, Ellos se reciben y convierten en señales eléctricas mediante transductores piezoeléctricos.
Para obtener más información sobre la aplicación de esta técnica en la condición de control de baja velocidad rodamientos de clic aquí .
9.2 La medición ultrasónica y supervisión de la condición de los rodamientos
La medición ultrasónica es otra técnica que también es eficaz en el control del estado de los cojinetes. En la mayoría de circunstancias, es más práctico utilizar la medición de vibraciones, ya que simultáneamente mide la gravedad de acuerdo con ISO. Sin embargo, hay circunstancias en las que es más práctico utilizar el ultrasonido para monitorear el estado de los rodamientos, de las vibraciones.
Cuando se tiene que medir muchas decenas de igualdad de cojinetes, pequeñas dimensiones, en el que la evaluación de la gravedad de las vibraciones de acuerdo con la norma ISO es irrelevante, medición ultrasónica es más práctico que las vibraciones de medición. Estas circunstancias son las de los siguientes rodamientos de máquinas:
- Teniendo rodamientos de rodillos de los transportadores de correa correas;
- rodamientos para husillos que giran máquinas en la industria textil.

9.3 termografía
La temperatura de medición es una técnica esencial para la supervisión del estado de los cojinetes.

10 – caso práctico Análisis de vibraciones cojinete
varios estudios de casos que aquí se presentan en Análisis de vibraciones cojinete.
Caso 1 – cojinetes de soporte de cilindro de enfriamiento análisis de vibración
Servicios Técnicos de DMC se les pidió que Evaluación del estado de funcionamiento varios cilindros de enfriamiento soporte de rodamientos, una rotativa de imprimir. Su solicitud tuvo lugar después de un fracaso catastrófico, uno de los cilindros, debido a la toma de un rodamiento, que dio lugar al eje de un cilindro se había ido. Cabe señalar que la máquina estaba en periodo de garantía, teniendo su entrada en funcionamiento se produjo menos de un año.
las mediciones se hicieron en apoyo de 10 cilindros, en el que los cojinetes instalados se presentan a continuación:
|
Teniendo ref |
Cilindro |
|
SKF 4211 |
Nº1 |
|
MARICÓN 1211 |
Nº2, Nº3, Nº5, Nº6, Nº7, Nº8, Nº9, Nº10 |
|
SKF 2211E |
Nº4 |
Caso 1 - Resultados de las primeras mediciones
El análisis de los datos recogidos reveló la frecuencia vibrométricos de presencia asociada con anormalidades del desarrollo, en casi todos los cilindros soporte de rodamientos. Sólo en apoyo del cilindro 4, Cilindro Cilindro Nº8 Nº10, No identificó la presencia de estas frecuencias. Cabe señalar que los rodamientos de rodillos 8 tenían una semana de trabajo, ya que la gripe anterior había originado y fallo catastrófico de la máquina.
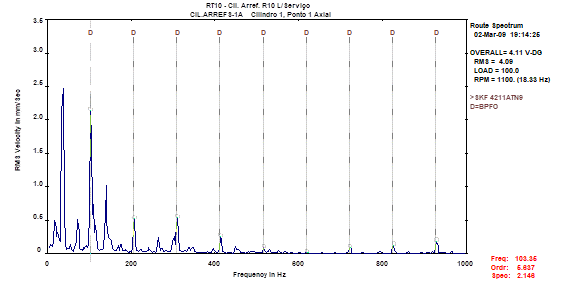
Figura 22 - vibraciones análisis de frecuencia en el cilindro de recogida -Espectro cojinete de apoyo 1 que revela la presencia de la frecuencia asociada con anormalidades de desarrollo en la pista de rodadura del anillo exterior del cojinete instalado (103,35 hz).
Caso 1 - Las recomendaciones formuladas y otras mediciones
En vista de los resultados obtenidos, Se recomendó la sustitución de los cojinetes de soporte cilindros 1, Nº2, Nº3, Nº5, Nº6, Nº7. en la figura 23 Los espectros de frecuencia se presentan recogen, antes y después de la sustitución de los rodamientos de rodillos 1, donde se puede observar la desaparición de los rodamientos defectuosos frecuencias.
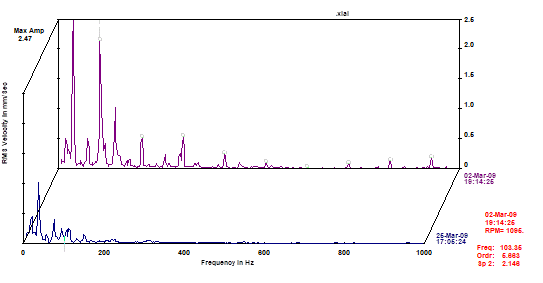
Figura 23 - Vibración Análisis -Espectros teniendo frecuencias recogidos antes y después de sustituir el cilindro # cojinetes de soporte 1 PeakVue apoyar al cliente eje recogido, el lado de accionamiento, inspección recopilada puede 2007.

Figura 24 - cojinete Análisis de Vibraciones – Fotografía de uno de los cojinetes reemplazado, revelando la oxidación severa y la degradación de los componentes de las pistas de aterrizaje.
Caso 1 – conclusión
La medición y el análisis de vibración es un potente técnica de inspección y útil en la detección y diagnóstico de fallos. Incluso en nuevos equipos, Esta técnica nos permite identificar y diagnosticar fallos en el desarrollo temprano, originadas, por ejemplo, por problemas en el ensamblaje, problemas de diseño, Poor almacenamiento de partes y componentes, etc..
Caso 2 – cojinete El análisis de vibración – fracaso en un cojinete de un motor eléctrico 1200 kW
Después de la intervención para la mejora, un motor 1200 Kw a funcionar a 600 rpm, Comenzó a desarrollar un ruido característico. Los cuidadores eligieron para tomar una medición de las vibraciones. Los valores recogidos enumerados en la Tabla I a continuación presenta:
|
punto de medición |
nivel de vibración en mm / s RMS |
|
1 Vertical (L. actuación) |
19,1 |
|
1 Horizontal (L. actuación) |
3,9 |
|
2 Vertical (L. en. actuación) |
1,4 |
|
2 Horizontal (L. en. actuación) |
0,9 |
|
2 Axial (L. en. actuación) |
8,3 |
Para el análisis de los valores presentados en la Tabla I, Se hace notar que los valores más altos se registran en el punto 1, en particular, el punto 1 Vertical. El análisis del espectro de frecuencia de recogida reveló que los altos niveles de vibración (19,1mm / s) que eran, especialmente, influenciada por la amplitud de la frecuencia 112.21 Hz y armónicos. Esta característica se muestra en la figura 25, Se asocia con la degradación de cojinete.
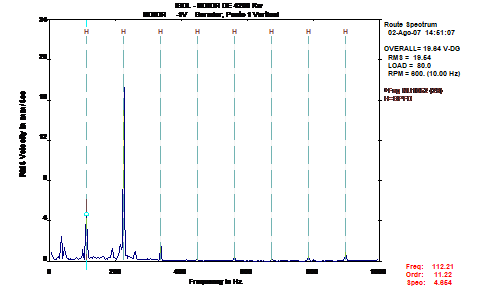
Figura 25 - cojinete Análisis de Vibraciones – espectro de frecuencia recoge en el motor, punto 1 vertical
Caso 2 - Las recomendaciones formuladas y otras mediciones
Dependiendo de los valores obtenidos, Era para sustituir el cojinete del motor recomendada.
después de reemplazar, una nueva medición se realizó vibraciones. Los valores registrados se enumeran en la Tabla II.
Tabla II
|
punto de medición |
nivel de vibración en mm / s RMS |
|
1 Vertical (L. actuación) |
1,7 |
|
1 Horizontal (L. actuación) |
1,2 |
|
2 Vertical (L. en. actuación) |
1,6 |
|
2 Horizontal (L. en. actuación) |
1,4 |
|
2 Axial (L. en. actuación) |
4,3 |
Para el análisis comparativo de los valores presentados en la Tabla I y II, De ello se desprende que los valores registrados en la segunda medición (Tabla II) Muestran una reducción muy significativa, como consecuencia del cojinete de reemplazo.
en la figura 26 Presenta los espectros recogidos después de la intervención, que es bastante notable la mejora.
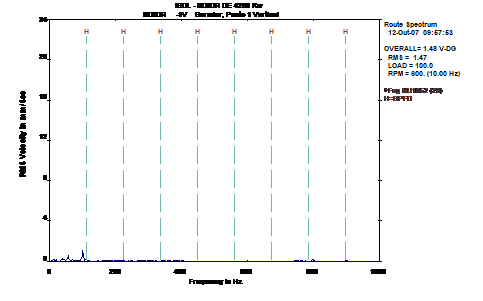
Figura 26 - cojinete Análisis de Vibraciones – espectro de frecuencia recoge en el motor después de cojinete de soporte de sustitución
Caso 3 – cojinete El análisis de vibración – el fracaso en el soplador de jaula de cojinete
En la primera medición de rutina realizado a un ventilador (correas de transmisión), se encontró que el espectro recogido en el cojinete de apoyo del impulsor del ventilador, polea lateral, presentó las frecuencias asociadas con la degradación jaula de cojinete.
Los valores se consideraron baja en presencia, Como puede verse en el espectro mostrado en la figura 27. Sin embargo, este tipo de daño, normalmente no presenta altas frecuencias con amplitudes, debido a la velocidad a la que la rueda de jaula también es baja. Para el tipo de fallo y la criticidad del equipo dentro del proceso de producción, Se recomendó la sustitución de los respectivos cojinetes. Cuando teniendo desmontaje, se encontró que la jaula estaba en fracturado en varios lugares.
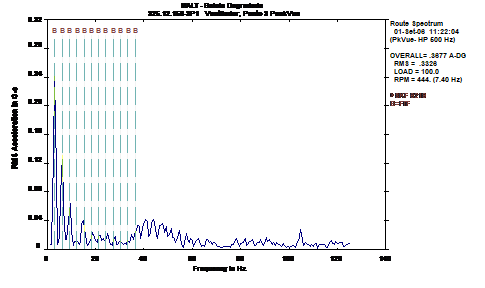
Figura 27 - cojinete Análisis de Vibraciones – espectro de frecuencias recogidos en el apoyo de los aficionados antes de la sustitución
Por las vibraciones de medición, oportuna y sin pérdida de producción involucrados en el equipo y podría minimizar los costos de intervención.
Caso 4 - cojinete Análisis de Vibraciones - motor eléctrico
Un electro-agitador, constituido por un motor de engranajes que acciona un agitador, cuyas obras motor 1498 rpm y el agitador 133 rpm, Se incluye en un programa de mantenimiento predictivo, Es, por tanto, sujetos a inspecciones regulares vibrométricas.
Vibrométricos los datos recogidos en las dos últimas inspecciones en apoyar el agitador, Revelaron un empeoramiento del parámetro global PeakVue, como puede verse en el gráfico de tendencia muestra en la figura 28.
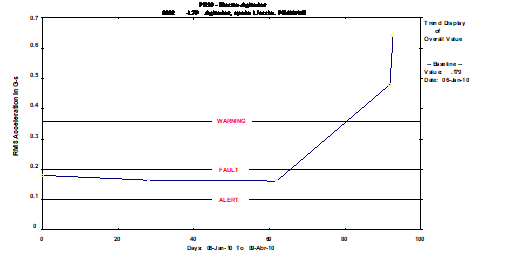
Figura 28 – cojinete El análisis de vibración – el parámetro gráfico de tendencia mundial PeakVue
El análisis de los espectros PeakVue registrada en las dos últimas inspecciones, reveló que el aumento registrado en los niveles generales, Se le relaciona con la presencia de frecuencias asociado con anormalidades en el desarrollo, la pista de rodadura del anillo exterior del cojinete instalado, Como puede verse en la figura 29.
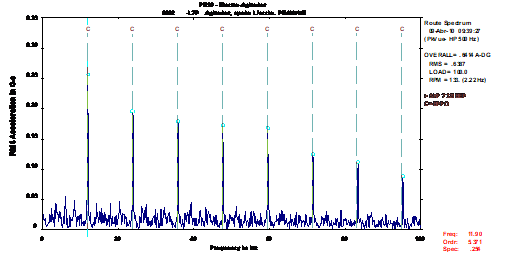
Figura 29 – cojinete El análisis de vibración – PeakVue espectro registrado en la última inspección realizada
Con el fin de observar mejor la alteración drástica de la "característica" espectral se produjo en los últimos inspecciones, se muestra en la figura 30, la historia de PeakVue espectros registrados en apoyo del agitador.
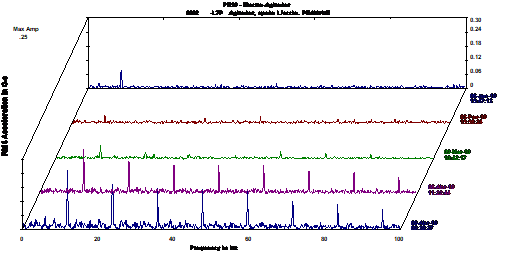
Figura 30 – cojinete El análisis de vibración – PeakVue espectros registrados durante las diversas inspecciones
Teniendo en cuenta el diagnóstico realizado, Se recomienda sustituir los rodamientos dentro de la instalación agitador parada programada.
Después de reemplazar el cojinete del agitador (ver reemplazado rodamiento foto), el nivel general de PeakVue, y la característica de los espectros, puesto de manifiesto un cambio dramático.

Figura 31 – cojinete El análisis de vibración – Fotografía que muestra la pista de rodadura del anillo exterior del cojinete sustituye
Caso 4 – cojinete El análisis de vibración – conclusión
el parámetro PeakVue Se ha demostrado ser una excelente herramienta para la detección y diagnóstico de fallos en los cojinetes de baja velocidad, como se demostró en este caso con un rodamiento que funcionó a 133 rpm.
Caso 5 - cojinete Análisis de Vibraciones – domotor eléctrico ontrol de calidad
Un nuevo motor, de 5200 kw, Se sometió a un control de calidad a través de la medición de la vibración y análisis. Los valores registrados en los niveles globales de vibración aparecen en la Tabla I a continuación presenta.
|
punto de medición |
valor de nivel mundial de vibración en mm / s RMS |
|
1V (Lado opuesto del motor para conducir – dirección vertical) |
0,3 |
|
1H (Lado opuesto del motor para conducir – dirección horizontal) |
0,5 |
|
2V (lado del motor de impulsión – dirección vertical) |
0,3 |
|
2H (Lado opuesto del motor para conducir – dirección horizontal) |
0,6 |
|
2X (lado del motor de accionamiento - dirección axial) |
0,8 |
El análisis de las cifras presentadas, parece que el motor es trabajar con niveles vibrométricos considerados como "bueno", de acuerdo con ISO 10816 Parte 1.
El valor global de más alta vibración era 0,8 / s rms mm, registrado en la dirección axial.
Sin embargo, el análisis realizado en los espectros PeakVue han identificado la presencia de frecuencia 187,69 Hz y armónicos. La presencia de esta frecuencia está asociada con anormalidades en el cojinete instalado (Refª SKF NU1048), en particular, la pista de rodadura del anillo exterior.
sin embargo, Las amplitudes registradas son característicos de una etapa inicial de desarrollo anormalidad, Como puede verse en el espectro mostrado en la figura 32.
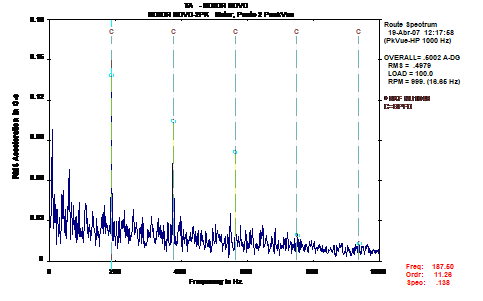
Figura 32 - cojinete Análisis de Vibraciones – espectro PeakVue recoge en el motor, el lado de accionamiento
Una vez identificado el tipo de fallo, las características de los equipos / balanceo, así como las amplitudes registradas, Se recomienda el control del diagnóstico de anomalías, con medios adecuados.
El uso de la medición y el análisis de control de calidad vibración en equipo nuevo o reparado, permite diagnosticar a tiempo la anomalía, y por lo tanto, cargar los costes de los reemplazos de órganos, el respectivo proveedor, durante el período de garantía.
Caso 6 – cojinete El análisis de vibración –ruido anormal en un motor eléctrico
un motor, considerado crítico para el proceso de producción, Fue sometido a una intervención para sustituir los cojinetes, debido al ruido que produce, cuando está en funcionamiento.
después de reemplazar, se encontró que el ruido que se mantuvo sin cambios. Los responsables de mantenimiento ponderado la posibilidad de sustituir de nuevo los respectivos cojinetes.
Dado que esta empresa no tenía un programa de mantenimiento predictivo aplicado, Nosotros nos se le pidió que el dispositivo de medición de vibraciones con el fin de evaluar el estado de funcionamiento del motor, y, consecuentemente, la fuente de ruido (supuestamente anómala).
Caso 6 - Los resultados de medición
La medición se lleva a cabo se encontró que el motor funcionó a una velocidad de 1194 rpm (19,9 hz), lo que llevó a deducir que este motor podría tener un variador de velocidad.
El siguiente ruido del motor fue notable incluso sin el estetoscopio. El análisis realizado y los espectros obtenidos, en particular, los espectros PeakVue (Figura 33), Ellos revelaron la presencia de frecuencia 81,39 Hz y armónicos, correspondiente a la orden 4,090. A primera vista y para los analistas menos atento, Esta característica podría estar asociada a la degradación de(s) cojinete(s).
Sin embargo, dado que la velocidad variable acciona el motor inducir una frecuencia equivalente a cuatro órdenes de la frecuencia de funcionamiento (con la armónica), presencia frecuencia de 81,39 Hz no se asoció con anormalidades en cojinetes, pero, una característica de la operación normal de la máquina, con un variador de velocidad.
Los variadores de velocidad con motores pueden inducir a error a menos atentos porque los analistas, si este motor tiene una incidencia en el tipo 6210 cuando FAG, la frecuencia típica de los defectos de la pista de rodadura del anillo exterior será 4,072 instrucciones, correspondiente, aproximadamente, la frecuencia generada por el variador de velocidad (en este caso 4,090 instrucciones). Este enfoque puede llevar a los analistas de valores innecesariamente recomendar el reemplazo de los rodamientos, puesto que las frecuencias son casi coincidentes.
Caso 6 – conclusión
La sustitución del cojinete sólo por el ruido puede ser una mala opción; en este caso, la sustitución en vano.
No hay ninguna garantía de que un ruido, à partida anómalo, Puede estar asociada con una anormalidad.
Los variadores de velocidad generan ruido que varía según la velocidad a la que opera el motor, que a veces induce operadores en error.
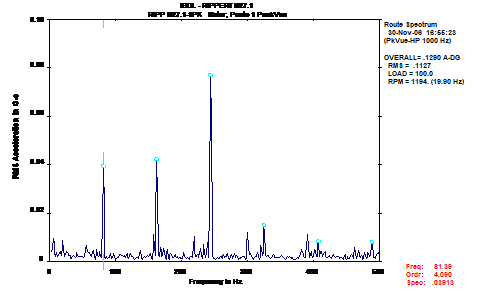
Figura 33 - cojinete Análisis de Vibraciones – Spectrum recoge en el motor
Caso 7 – cojinete El análisis de vibración –pulper
Durante una inspección de rutina, Se pidió DMC para realizar la medición de las vibraciones en un pulper, debido a la presencia de un ruido característico.
Las obras pulper 238 rpm y tiene la configuración idéntica a la de la figura 34. Los puntos de medición se definieron como también puede verse en la misma figura.

Figura 34 - equipos de análisis de vibración teniendo un diagrama de la identificación de los puntos de medición
Caso 7 - Resultados de las primeras mediciones
Después de hacer la medición, se encontró que el punto de medición 3 (lado de la polea de soporte Pulper), valores registrados experimentado un cambio significativo, en comparación con la medición anterior. Este cambio se ha traducido en un empeoramiento significativo vibrométricos niveles (Figura 35).
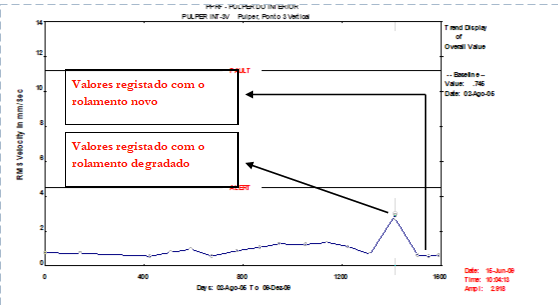
Figura Análisis 35. de vibraciones en los cojinetes – gráfico de tendencia de los valores globales de los niveles de vibración registrados a lo largo de las inspecciones realizadas
El análisis de los espectros recogidos en apoyo de la Pulper lado de la polea, se encontró que el deterioro de los niveles de vibración registrados eran, especialmente, influenciada por la amplitud de la frecuencia 33,39 Hz y armónicos.
De acuerdo con la información técnica obtenida, el rodamiento se instalaría FAG 23228EAS.
tan, y teniendo en cuenta la figura 36, fácilmente concluir que el mayor daño se encuentran en el anillo exterior del rodamiento (BPFO), desde el anillo exterior frecuencias de defecto coincidir con las frecuencias presentes en el espectro de frecuencia.
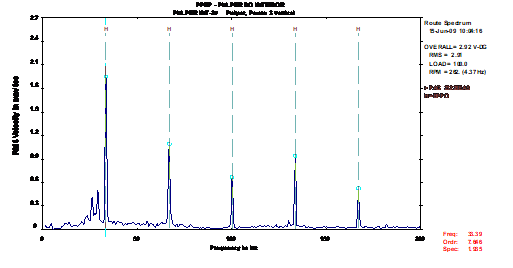
Figura 36 Análisis de vibraciones en rodamientos - espectro de frecuencia recoge en apoyo de la pulper lado de la polea
El análisis de la forma de onda de la señal también permite para la confirmación del diagnóstico, ya que los impactos para identificar esta señal se asociaron con defectos en el anillo exterior del rodamiento (Figura 37).
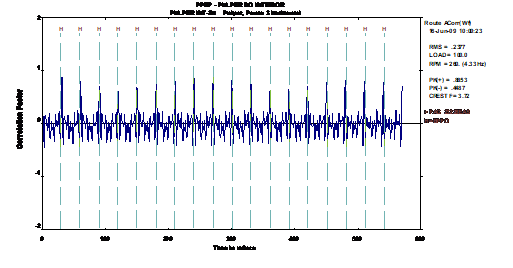
Figura 37 – cojinete El análisis de vibración – señal de forma de onda que identifica los impactos asociados con defectos en el anillo exterior del rodamiento FAG 23228EAS
Caso 7 - Las recomendaciones formuladas y otras mediciones
Teniendo en cuenta los valores registrados, y los cambios registrados en los espectros de frecuencia, Se recomendó la sustitución del pulper cojinetes.
Después de la sustitución de los cojinetes, Se llevó a cabo una nueva medición, donde se encuentra una mejora muy significativa de los valores obtenidos, hecha como resultado de la intervención (Figura 38). Los espectros de frecuencia recogidas después de la sustitución de los cojinetes, también mostró una mejora muy significativa en comparación con la medición hecha con el cojinete degradado.
Figura 38 - cojinete Análisis de Vibraciones – espectros de frecuencia recogió antes y después de la sustitución de la Pulper cojinetes

Figura 39 - cojinete Análisis de Vibraciones – Teniendo fotografía después de reemplazar la degradación revelando
Caso 7 – cojinete El análisis de vibración – conclusión
Mediante la medición de la vibración era posible diagnosticar y equipo de planificación de la intervención oportuna, sin que haya un impacto en el proceso de producción, evitando pérdidas de producción tiempo extra o incluso un fallo catastrófico equipos.