ejes de alineación
ejes de alineación indebida, también conocido como desalineación, Es un defecto mecánico, que se define como la falta de coincidencia espacial del centro geométrico de rotación de dos árboles de accionamiento acoplados (ejes). concepto de alineación indebida es también definible para otros tipos de transmisión (poleas, cardán, etcétera) como la falta de coplanaridad entre los centros geométricos. Finalmente, el mismo concepto es aplicable para caracterizar la posición relativa de un árbol con relación a sus elementos de soporte (rodamientos o cojinetes).
El DMC ofrece ejes de servicio de alineación.
Efectos de los ejes de desalineación
ejes de alineación indebida, tan común en el equipo de proceso industrial, Produjo y sigue produciendo grandes pérdidas económicas en términos de costo de los repuestos (compromisos, cojinetes, sellos mecánicos, etcétera), mano de obra especializada y la parada de la producción. consecuentemente, la alineación de los ejes es un aspecto importante de la técnica el equipo del proyecto y la ejecución de la construcción, instalación y mantenimiento que afecta a la carga mecánica, supervisores, ingenieros e incluso gestión de la planta.
De acuerdo con los estudios publicados en el Diario TAPPI en diciembre 1990, La inclusión de un programa de cumplimiento ejes de precisión dentro del plan de mantenimiento puede implicar:
- Un aumento en la vida del rodamiento hasta 8 veces;
- reducción absoluta de los costes de mantenimiento de hasta 7%;
- Un aumento en la disponibilidad de hasta máquinas 12%;
- Una reducción en el tiempo de inactividad debido a una mala alineación de hasta 50%;
- ahorro de 5% el consumo de energía.
Aunque los acoplamientos montados son flexibles y tienen cojinetes autoalineantes, la vida de los elementos mecánicos en máquinas de alta velocidad (RPM) Que depende directamente de la correcta alineación de su transmisión.
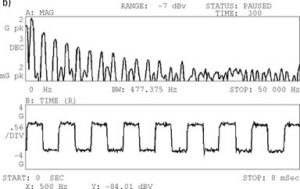
ejes de alineación indebida, Vibraciones excesivas frecuencia rinde fácilmente identificable por Análisis de vibraciones.
Desalineación hace que los ejes
Durante muchos años, la responsabilidad de aplicar la alineación del eje cayó en talleres especializados, tener herramientas inadecuadas a menudo utilizados para medir la desalineación, y la corrección de la posición de la máquina.
a menudo, se presta mucha atención a la alineación de los ejes de los equipos críticos y máquinas de alta potencia, completamente olvidando que otras unidades menos relevantes, provocar costosos tiempos de inactividad, debido al deterioro prematuro del cojinete en sí y el acoplamiento.
Entre los factores que contribuyen a la desalineación de los ejes de las máquinas que participan en la operación, podemos mencionar los siguientes:
- Diseño del equipo con materiales de baja rigidez que se deforman en funcionamiento cuando se transmite todo su poder.
- Construcción de elementos mecánicos fuera de la especificación de tolerancia.
- Mount bases defectuosas o inadecuadas, donde la fuerza geotécnico puede causar que las venas se mueven en una dirección determinada.
- Chasis sin rigidez, con grietas por fatiga dinámica, pernos de amarre de grandes dimensiones, con empuñadura inadecuada o asientos irregulares (falsas piernas).
- La dilatación de origen térmico debido a diferencias en la temperatura de funcionamiento causado por el calor generado en el cojinete y se transmite a la vivienda, el líquido que rodea (lubricantes, refrigerantes y otros fluidos de proceso), etc..
Todos estos factores o condiciones de operación “caliente”, Deben tenerse en cuenta a la hora de realizar una alineación de ejes con el equipo “frio”. Muchas veces, las especificaciones de alineación “frio”, proporcionado por el fabricante del equipo, no se aplican a la situación real de la instalación, ya que difiere considerablemente de los parámetros de diseño del fabricante (temperatura ambiente, tipo de base, tuberías de ubicación, el suministro de equipo auxiliar, sistema de lubricación, etcétera).
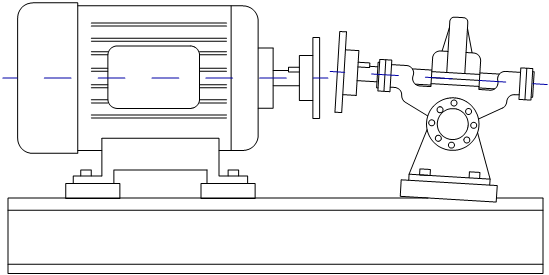
Figura 1- ejes de alineación – bomba con acoplamiento directo desalineados debido a la falta de alineación de los ejes cuyos efectos son fácilmente identificables con una analizador de vibraciones
Tipos de desalineación ejes
Se puede decir que hay dos tipos básicos de ejes de desalineación:
- ejes de alineación paralelas indebidos (también llamado desplazamiento) mi
- ejes desalineación angular,
como se ilustra en la siguiente figura.
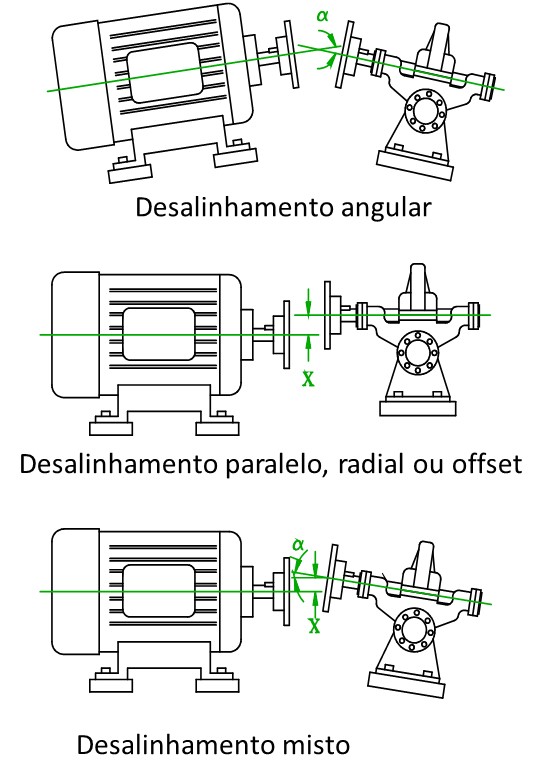
Figura 2 – ejes de alineación – tipos de ejes de desalineación
Sin embargo, un problema mecánico ejes desalineación generalmente aparece como una combinación de estos dos tipos básicos, que hace que la medición de la aproximación geométrica, un problema tridimensional, lo que es más complejo de resolver.
medición desalineación ejes
El desplazamiento angular de las unidades de medida puede ser grados (sexagesimais) ou miliradianos, mientras, para medir la desalineación radial, son micras o milímetros usados. Aunque esto parece simple y razonable, en la práctica puede haber mucha confusión si el tipo existente de desalineación no se ha configurado correctamente.
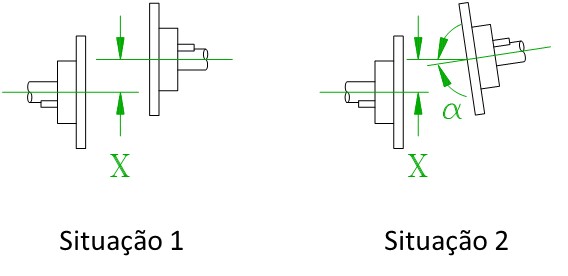
Figura 3. ejes de alineación – diferentes medidas de los ejes de desalineación
En la figura anterior, se representan situaciones de desalineación de dos ejes. El primero es el tipo paralelo (compensar), mientras que el segundo es mezclado (combinado) offset-angular. A primera vista, el valor X es idéntico en ambos casos, en el segundo caso pero el valor de medida se caracteriza además por α ángulo. Con respecto al comportamiento dinámico desde el punto de vista de las vibraciones mecánicas, La primera situación es, a priori, mecánicamente más desfavorable que la segunda y manifestar una severidad vibracional más alto.
Las unidades en que se expresa la alineación indebida de los ejes
Algunos fabricantes especifican sus productos de acoplamiento a una desalineación angular máxima permitida (me grados) e compensado (en milímetros), aunque, a veces, un valor máximo en milímetros sólo se especifica para un desplazamiento mezclado y desalineación angular. Uno debe tener cuidado de que el proveedor de acoplamiento especificar las tolerancias de montaje por separado, más allá de las características de potencia, requisitos de rotación y el par transmitido y mantenimiento. Aunque algunos acoplamientos flexibles admiten desalineación angular significativa, a menudo se produce condiciones tales que un conjunto operan, No produce el acoplamiento de la destrucción, pero se degrada rápidamente cojinetes que trabajan con cargas de fatiga inadecuadas.
En este artículo, los valores de desplazamiento se expresan en términos de paralelismo (compensar) y siempre se refieren a los dos puntos de transmisión en cada plano de acoplamiento, como se ilustra en la siguiente figura.
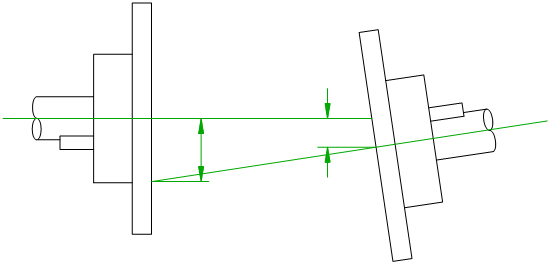
Figura 4 ejes de alineación – medir la desalineación en el acoplamiento
tolerancias desalineación ejes
Un hecho muy importante para llevar a cabo el trabajo de alineación es registrar todas las mediciones antes y después del trabajo. Esta información puede ser muy útil para la realización de futuros reajustes.
ordinariamente, el fabricante del equipo para alinear debe especificar los valores permitidos de tolerancia a la desalineación, combinado y expresado como compensación de ángulos, o como una compensación máxima en cada plano de acoplamiento. Las tolerancias de alineación pueden estar relacionados con la posición de los ejes durante el montaje del acoplamiento o frío a los equipos de trabajo normal. En cualquier caso, puede suceder que la especificación de tolerancia equipo no es el más adecuado para las condiciones de funcionamiento de la instalación actual, que puede variar sustancialmente proyecto, en cuyo caso es necesario hacer un estudio (geométrico, térmico, etcétera) la posición ideal de los ejes.
tolerancias de alineación de recomendación general
En algunos equipos, cuyos fabricantes no especifique las condiciones de alineación o aquellos cuyas tolerancias de diseño no son de acuerdo con las condiciones de funcionamiento reales, se puede aplicar un poco de tolerancia directrices, en su caso. Una guía es un gráfico que representa los valores permitidos de desalineación en función de la distancia entre las bridas de acoplamiento. Para acoplamientos con bobina o extensión mayor 500 mm. de longitud, Se pueden tomar en consideración las tablas de tolerancia que no incluye el concepto “compensar”, pero en caso de acoplamientos estándar será esencial para incluir ambos conceptos “ángulo de desplazamiento” Además de la velocidad de rotación en RPM.
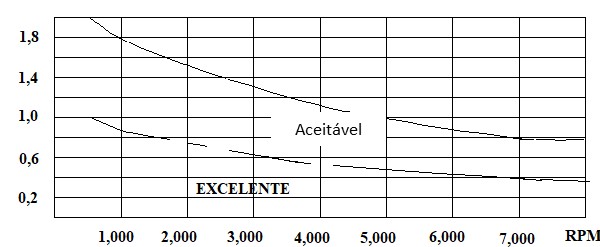
Figura 5. ejes de alineación – guiar tolerancias angulares (mrad) en los acoplamientos dentados
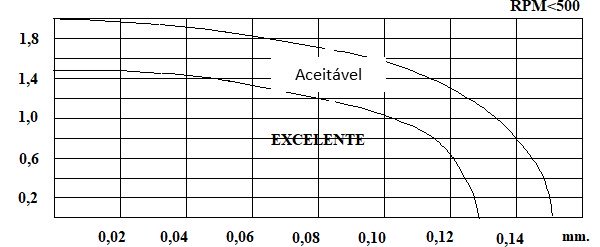
Figura 6 ejes de alineación – guiar tolerancias angulares (mrad) e compensado (mm) para RPM <500 en los acoplamientos normales.
lógicamente, alineación debe ser preciso en las transmisiones de trabajo a alta velocidad, como una máquina rápida siempre transfiere gran poder. Un fabricante de sistemas de láser para la alineación recomienda la aplicación de las siguientes clases de tolerancia para acoplamientos y extensión estándar.
mesa 1. tolerancias de alineación para largos compromisos con el carrete
|
Compensar |
Angular |
Compensar |
Angular | |
|
0 < RPM < 500 |
0,13 mm. |
1,50 mrad. |
0,15 mm. |
2,00 mrad. |
|
500 < RPM < 1,250 |
0,10 mm. |
1,00 mrad. |
0,13 mm. |
1,50 mrad. |
|
1,250 < RPM < 2,000 |
0,08 mm. |
0,50 mrad. |
0,10 mm. |
1,00 mrad. |
|
2,000 < RPM < 3,500 |
0,05 mm. |
0,30 mrad. |
0,08 mm. |
0,50 mrad. |
|
3,500 < RPM < 7,000 |
0,03 mm. |
0,25 mrad. |
0,05 mm. |
0,30 mrad. |
|
7,000 < RPM |
0,01 mm. |
0,20 mrad. |
0,03 mm. |
0,25 mrad. |
Procedimiento general para la alineación de ejes
Dependiendo del estado mecánico del equipo y el conocimiento y la habilidad del operador que hace que los ejes de alineación, una alineación puede ser un cheque dimensional sencillo, una solución que se puede hacer en unas horas o una tarea extremadamente delicada que puede tomar hasta una semana. En suma, el siguiente procedimiento completa, comprende las etapas de:
- comprobación dinámica antes de la máquina se detiene.
- Controles preliminares el juego radial y axial, pata muslo y limpieza.
- Instalación de elementos de medición (comparadores, láseres).
- En primer lugar desviaciones de lectura y las tolerancias de verificación.
- cálculos analíticos, correcciones verticales aplicables gráficos o numéricos.
- Cálculo de la expansión térmica en operación.
- movimiento de nivelación vertical con cuñas.
- Segunda lectura para comprobar la corrección vertical y calcular los movimientos de corrección en el plano horizontal.
- Corrección con tornillos de ajuste horizontal.
- Tercera lectura para verificar las tolerancias en la vertical y horizontal.
- Equipo puesta en marcha y verificación vibraciones dinámicas de operación.
Los requisitos para el trabajo de alineación
Es muy importante contar con todo lo necesario antes de empezar a trabajar, debido a lo inesperado implica una enorme pérdida de tiempo. Es conveniente recordar lo siguiente:
- Tener fácil acceso a la máquina.
- Tienen el poder de maniobra, iniciar y detener a voluntad.
- Hay medios para hacer girar los ejes progresivamente.
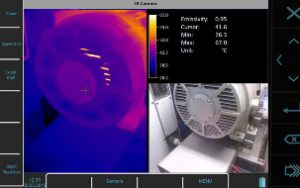
- Hay todas las herramientas necesarias: elementos de medición dimensionales, termómetro (contacto o IR), cinta de tela para eliminar el contragolpe, jack para controlar la axial y radial, herramientas y medidores adecuados para adaptarse a las patas de las máquinas
- La supervisión de la seguridad en todo momento.
I Observaciones preliminares antes de que el eje de trabajo de alineación
Anteriormente, detallado con el procedimiento general para la corrección de medición y desalineación del eje, subrayado la necesidad de proporcionar todo lo necesario antes de empezar a trabajar. Como un primer análisis de la situación inicial, Es interesante observar el posible arreglo desigual de los pies de las máquinas (pata muslo), la existencia de holguras radiales y axiales de los ejes y una primera medición gruesa de la desalineación de los ejes.
Comprobación del asentamiento irregular de los pies de las máquinas (pata muslo)
Una situación muslo de la pata en una máquina, Se produce cuando los asientos de todas las patas de la máquina no entran en contacto con la base al mismo tiempo, durante el montaje. Es la misma situación que se produce en una mesa con sus pies no nivel, excepto por el hecho de que, Si se aprietan los tornillos de fijación de la máquina, una deformación estructural es forzado en el revestimiento o en la carcasa de la máquina, que con el tiempo dará lugar a la desalineación de los cojinetes y una condición de funcionamiento defectuoso.
lógicamente, una máquina que no se solucione de manera uniforme sobre los soportes de la base se somete a una deformación elástica al apretar los pernos. Cuando estos tornillos se aflojan para mover y apoyar la máquina, la situación de las “libertad” la máquina se recupera, Es absolutamente imposible realizar una medición fiable de la desalineación del eje. En resumen, es esencial para eliminar la condición de muslo de la pierna antes de proceder a la medición y la corrección de la posición de los ejes.
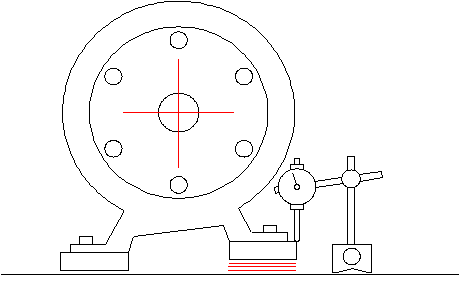
Figura 7. ejes de alineación – detección de los asentamientos irregulares “pata muslo”
procedimiento de localización muslo de la pierna
- Compruebe que todos los tornillos de sujeción de la máquina se aprietan. sino, proceder a la inmediata apretarlos.
- Colocar un indicador / comparador en la pata pendiente de comprobación, como se muestra en la figura, con suficiente espacio para maniobrar la herramienta y aflojar el tornillo de fijación, poco a poco.
- Si el comparador detecta un mayor desplazamiento vertical 50 micras, se puede afirmar que dicha pata está sentado de forma incorrecta en la base. Si este no es el caso, la misma operación debe repetirse en todas las patas de la máquina.
- Una vez ubicadas una o más patas muslos, que estarán equipadas con cuñas, preferiblemente hecho de acero inoxidable. La siguiente figura muestra los diferentes tipos pierna pata.
- Una vez que todas las patas se han ajustado y la posición uniforme de todos ellos ha sido verificada sobre la base, la posición del eje se puede medir y corregir.
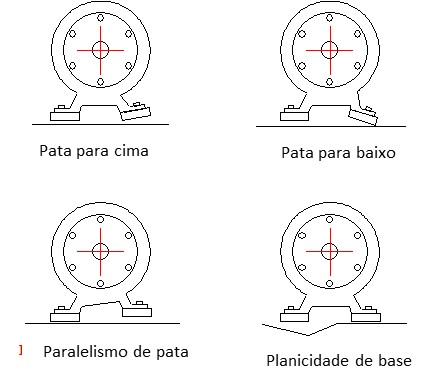
Figura .8. ejes de alineación – diferentes tipos de asentamientos irregulares “pata muslo”
holgura axial, torsional e radial
Para determinar la posición de los ejes, es necesario saber de antemano si hay holgura en la dirección y / o axial radial. Si hay huecos, la posición real de cada eje en funcionamiento se debe estimar para corregir las medidas adoptadas en relación con la situación real de la operación.
En las máquinas con cojinetes de empuje planas, la existencia de un juego axial es normal. Este factor no es muy relevante y poco afecta a la precisión de la medición, aunque puede ser neutralizada con la ayuda de un gato hidráulico durante la medición de la desalineación de los ejes.
Algunos acoplamientos pueden tener un cierto juego de torsión. Se, cuando se lleva a cabo medidas, La técnica requiere que las dos bridas de acoplamiento giran juntos, Puede neutralizar la reacción con cinta resistente tela, sosteniendo firmemente bridas. En el caso específico de los sistemas de medición láser, la neutralización del juego de torsión es vital para la buena medida las desviaciones. En cualquier caso, se recomienda girar los ejes en la misma dirección para evitar problemas de juego de torsión.
Finalmente, la holgura radial es mayor que la dificultad puede causar. En primer lugar, Es esencial conocer el origen del juego radial, porque si es debido a la mala condición mecánica del soporte de rodamientos, la primera cosa a hacer será reparar.
La deformación y las irregularidades de los ejes “Sin”
Antes de comenzar a tomar medidas de las desviaciones, Es imprescindible realizar una inspección visual del estado de desgaste de los diferentes elementos de acoplamiento. Por ejemplo, Es muy importante verificar que la llave esté completamente insertada y si no hay lagunas en el montaje de las bridas de acoplamiento en sus respectivos ejes.
Otro posible problema que debe ser conocido antes de la alineación, Se llama “sin”. Podemos definir como “sin” (desviación de la circularidad) cualquier defecto en el conjunto de brida del eje geométrico, de modo que hay una desviación del eje. Esta desviación se puede atribuir a una deformación permanente del eje (Llegó combado), falta de colinealidad entre el eje y la brida de la carcasa o el acoplamiento entre ellos un paralelo.
Para evaluar la “sin” un conjunto, Comparación de colocar la sonda en la periferia de las bridas de acoplamiento, girar una vuelta completa y tomando nota de los valores de la desviación máxima. También es conveniente tomar la desviación en el eje Nota, el cubo de acoplamiento y el vecindario para determinar qué tipo de problema debe ser corregido.
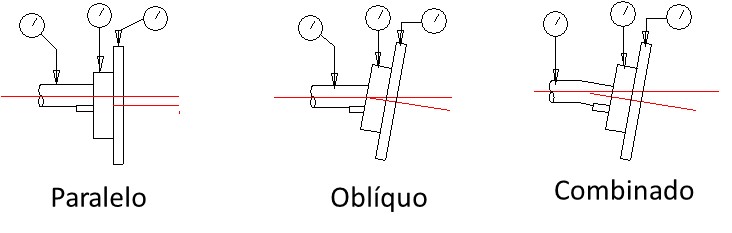
Figura 9. ejes de alineación – diferentes tipos de “Sin”
tubos de deformación inducida
La deformación inducida por tuberías (con, aceite, agua, …) las conexiones a las máquinas pueden producir un efecto similar a la “pata muslo”. Para encontrar este tipo de problema, comparador puede estar dispuesto palpando el acoplamiento en las direcciones verticales y horizontales. Cuando los tornillos de fijación se sueltan máquina piernas, cualquier variación mayor que 40-50 micrones de ventanas, puede indicar un problema de este tipo, que obligaría a la liberación de las bridas de todas las tuberías de alinear correctamente. En algunos casos, el efecto de los tubos de juntas de expansión apropiadas puede ser aliviado.
medida aproximada La desalineación de los ejes
A veces, el trabajo de alineación se lleva a cabo con medios rudimentarios y sin ninguna precisión dimensional. Tal es el caso de la utilización de reglas, hojas de sierra, etcétera, para las referencias de posicionamiento de eje. Otros métodos emplean estrictas medidores de espesor o micrómetros internos para verificar la posición relativa de las bridas de acoplamiento. En cualquiera de los casos, todos estos métodos son sólo medidas aproximadas de desalineación que se pueden utilizar para tener una idea de la posición de los ejes, pero nunca para calcular y corregir las posiciones de la misma, exactamente.
Para la correcta medición de la desalineación de los ejes, no mínimo, Tendrán que ser utilizado comparadores precisión micrométrica. Hay sistemas de medición por comparación, con la corrección de la desviación de las barras (hundimiento) sistemas de montaje y láser, que asegurar la precisión mucho mayor en la medición y corrección.
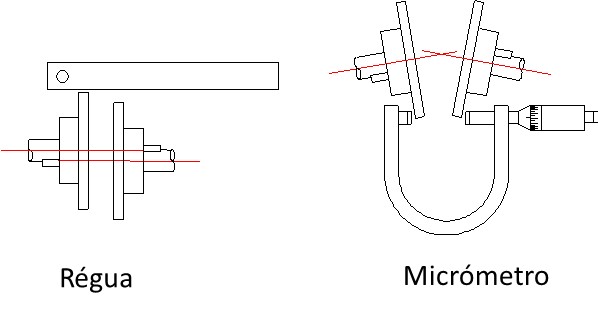
Figura 10 ejes de alineación – medida aproximada de la desalineación de los ejes
alineación II-cara con el método periferia
Un método muy común usado es la medición de la alineación de las desviaciones de posición de los ejes de las máquinas, comparador micrométrico. Estos instrumentos suelen tener una excelente precisión y puede restablecerse (“Reiniciar”) la voluntad, lo que es fácil de obtener referencias en mediciones. Independientemente de los comparadores utilizados son totalmente mecánico o electrónico digital, técnicas de medición se usan comúnmente dos: medir en la cara-periferia y medir y medir las dos periferias opuestas.
El método tradicional de la alineación con los comparadores borde lateral se ilustra en la siguiente figura. Este método consiste en medir las desviaciones radiales y axiales, por lo general con los ejes desacoplados (acoplamiento abierto), aunque también se puede aplicar en los compromisos cerrados, con una herramienta adecuada. Para este propósito, una fijación de brida empernada, que soporta los dos comparadores, Está montado en el eje de la máquina móvil. Las sondas de los comparadores estarán en contacto con la periferia cilíndrica y la cara plana opuesta a la brida, grabar secuencialmente las lecturas en las posiciones 0 ° / 90 ° / 180 ° / 270 °. Tenga en cuenta que la sonda cara plana debe ser lo más cerca posible de la periferia, de modo que se obtiene su diámetro máximo de giro y para lograr una mayor precisión.
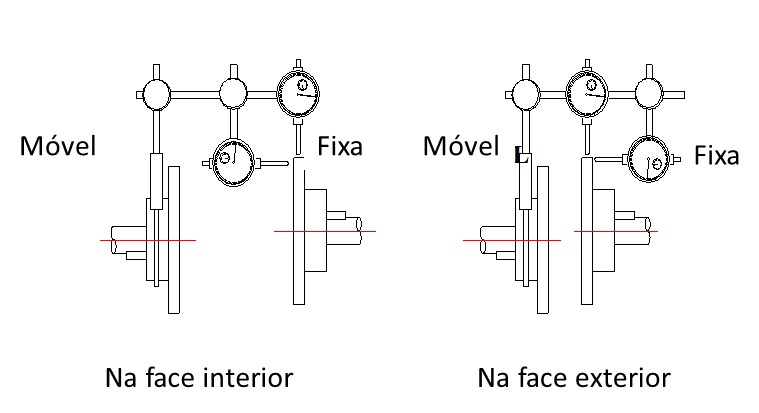
Figura 11. ejes de alineación – la medición de las desviaciones de la cara y la periferia
Las ventajas del método de lalinhamento el método cara borde
Las ventajas fundamentales de este método de medición, los cambios son los siguientes:
- • Sólo uno de los dos ejes de acoplamiento debe girar.
- • Es un método muy simple cuando se trata de acoplamientos de gran diámetro con bridas muy cerca uno del otro.
- • La posición del eje se consigue de una manera muy intuitiva.
- Sin embargo, este sistema también tiene inconvenientes:
- • En el montaje con cojinetes de empuje planas, las medidas sobre la cara plana carecen de precisión debido a la holgura en esa dirección.
- •Muchas veces, Es necesario retirar el acoplamiento para realizar mediciones de desviaciones en la cara plana.