La medición de la vibración
Los siguientes son los conceptos básicos de la medición de la vibración.
1 Las vibraciones son indicativos de las condiciones de funcionamiento de las máquinas
vibraciones de la máquina producir un ideales no giratorio. La ausencia de desequilibrios, desalinhamentos, holguras, etcétera, no existiría causas de las vibraciones pasando. En la práctica esto no sucede, luego aparecen las vibraciones.
Las vibraciones son relevantes en muchos aspectos; puede causar ruido, malestar, averías, etc..
Un diseño bien concebido dará como resultado una máquina con niveles de vibración y ruido normalmente muy bajos.. Sin embargo en toda la vida de la máquina, los pernos de sujeción suelta, componentes deforman, aumente las distancias, por no hablar de los desajustes, desequilibrios, etc.. Todos estos factores contribuirán a un aumento de las vibraciones que pueden provocar resonancias y aumentar la carga sobre los rodamientos.. En las vibraciones de giro acelerar los procesos de degradación de componentes de la máquina para dirigir, de manera que un fallo de funcionamiento.
Mientras que las fuerzas generadas en las máquinas de operación son más o menos constante, los niveles de vibración también permanecerán sustancialmente constante. Además, en la mayoría de las máquinas, el nivel de vibración tiene un valor normal, y cuando la máquina está en buenas condiciones, su Espectro de Frecuencia tiene un aspecto característico. El espectro de frecuencias, obtiene cuando la máquina está en buenas condiciones de trabajo, Es así que a menudo se llama “firma” la máquina, y se obtiene a través de análisis de frecuencia de las vibraciones en.
Cuando los defectos están empezando a desarrollar, las vibraciones comienzan a elevarse y aumenta la amplitud de ciertos componentes espectrales.
Por lo tanto, la medición de la vibración se utiliza ampliamente para el mantenimiento. Sino también en el desarrollo de una máquina, en su control fabricación y calidad a menudo utiliza la medición y el análisis de la vibración.
Unidades
Las unidades básicas utilizadas para describir las fuerzas y movimientos de vibración., están en el Sistema Internacional de Unidades (Y).
| Sistema Internacional | sistema imperial | |
| desplazamiento | micrón –pico a pico (1 micra = 0,001 mm) | mils-pico a pico (1000 mils – 1 pulgada) |
| velocidad | mm / s pico o rms | pulg/s pico o rms IPS pico o rms |
| aceleración | sol, pico o rms (9,81 EM2 = 1g) | sol (9,8 EM2) , pico o rms 386,1 político / s2 = 1g |
Causa y efecto – Naturaleza de la vibración
Las máquinas y estructuras vibran en respuesta a una o más fuerzas pulsantes, a menudo llamado emoción. Como ejemplos incluimos el desequilibrio de masa y el desalineación. El proceso es causa y efecto. .
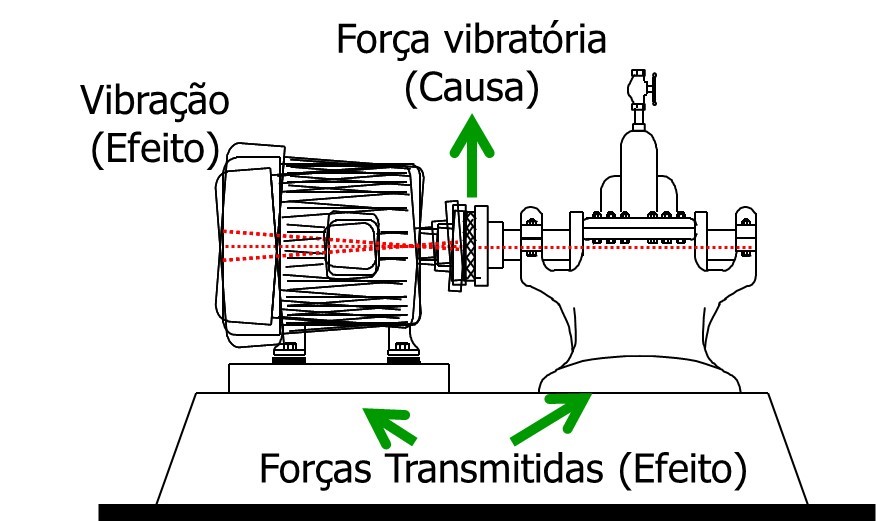
La amplitud de la vibración depende no solo de la fuerza sino también de las propiedades del sistema., ambos pueden depender de la velocidad. estos son la masa (kilogramos), rigidez (Newton/m), y amortiguación (Newton's/m).

2 La medición de la vibración – caracterización de una vibración periódica
2.1 . Las vibraciones que son
Se dice que un cuerpo es a vibrar cuando se describe un movimiento oscilante respecto a un punto.
Hay básicamente tres tipos de vibraciones:
- azar
- transitorios
- Periódicas
2.2 Movimienot el vibraciones
Tres características fundamentales de la vibración son la frecuencia/período, amplitud y fase.
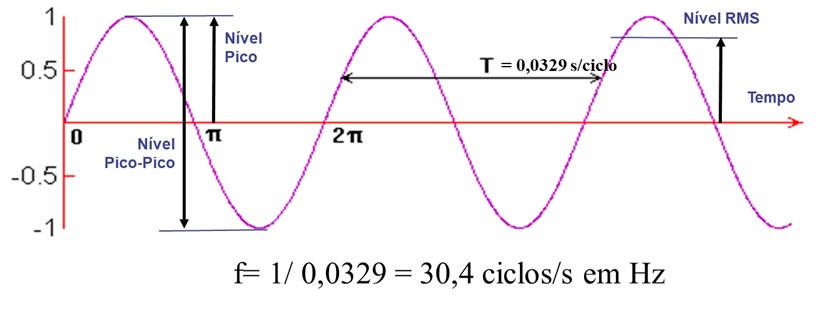
Período
O período se obtiene de la forma de onda del tiempo; es el inverso de la frecuencia. El período se define como el tiempo requerido para completar un ciclo de vibración..
Un movimiento que se repite a intervalos iguales de tiempo, se llama periódico . La sinusoide de la siguiente figura tiene un periodo T .
El período se mide en segundos o milisegundos. [1000 milisegundos (Sra) es igual a 1 segundo (1s); convertir milisegundos a segundos, mover el punto decimal tres lugares decimales a la izquierda o dividir por 1 000].
T – período (segundos)
Frecuencia = inversa del periodo = 1/T (Hertz) – Las frecuencias se expresan en Hertz (hz), que es un ciclo/segundo, o también en ciclos / minuto (CPM), o órdenes de velocidad de rotación.
1 Hercios= 60 CPM
• La velocidad de rotación del husillo se expresa en revoluciones por minuto (RPM).
•La fase se expresa en grados (Fase estrictamente igual en las mediciones en la misma dirección en los cojinetes a ambos lados del acoplamiento dentado), donde una rotación del eje o un período de vibración es 360 °.
frecuencia
La frecuencia f es igual a la inversa del período., es decir, 1/T.
UNA frecuencia se define como el número de ciclos o eventos por unidad de tiempo. se expresa en:
- ciclos por segundo (Hertz, o Hz),
- ciclos por minuto (CPM),
- órdenes de velocidad de operación si la vibración es inducida por una fuerza a la velocidad de rotación.
La velocidad de marcha de una máquina., así como las velocidades críticas, se expresan en revoluciones por minuto (RPM).
La forma más básica de movimiento periódico es el movimiento sinusoidal. (a menudo llamado movimiento armónico), que está representado por una sola forma de onda sinusoidal. Algunos movimientos vibratorios en las máquinas son armónicos., un ejemplo es la vibración de una máquina debido al desequilibrio de masa, que se produce a la velocidad de funcionamiento. Sin embargo, la mayoría de las máquinas tienen componentes multifrecuencia en sus complejos patrones de vibración que dan como resultado no armónicos, mas periódica forma de onda.
Los armónicos tienen una frecuencia que es un múltiplo entero (por ejemplo, 1, 2, 3, 4, etcétera) de cualquier vibración sinusoidal.
Las órdenes son múltiplos enteros de vibración sinusoidal a la frecuencia de la velocidad de funcionamiento de la máquina.
El número de ciclos completados en una unidad de tiempo es la frecuencia de vibración. (el inverso del periodo).
- T= período, segundos / ciclo
- f = 1 / T, ciclos / segundo (CPS)
- norte = 60 F, ciclos / minuto (CPM)
Una vibración con un período de 11,899 Sra (0,0119 s) se puede convertir en una frecuencia (84,04 Hz o 5042 CPM) usando la ecuación para la frecuencia f = 1 /T .
fase
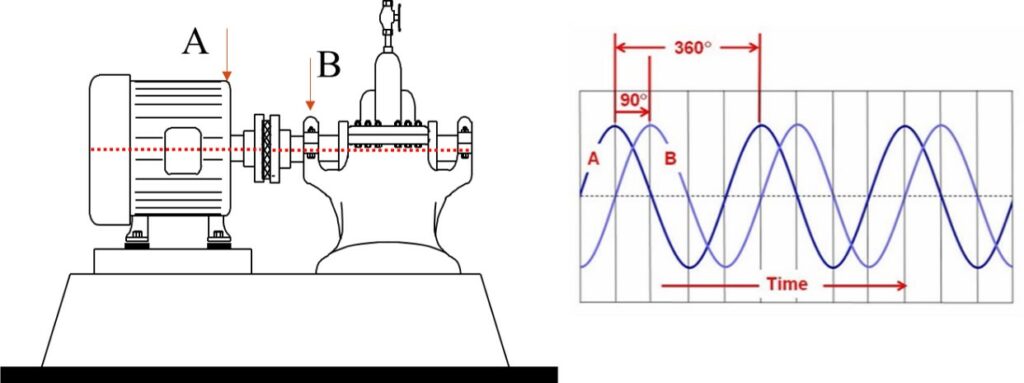
UNA fase es la relacion del tiempo, medir en grados, entre vibraciones de la misma frecuencia.
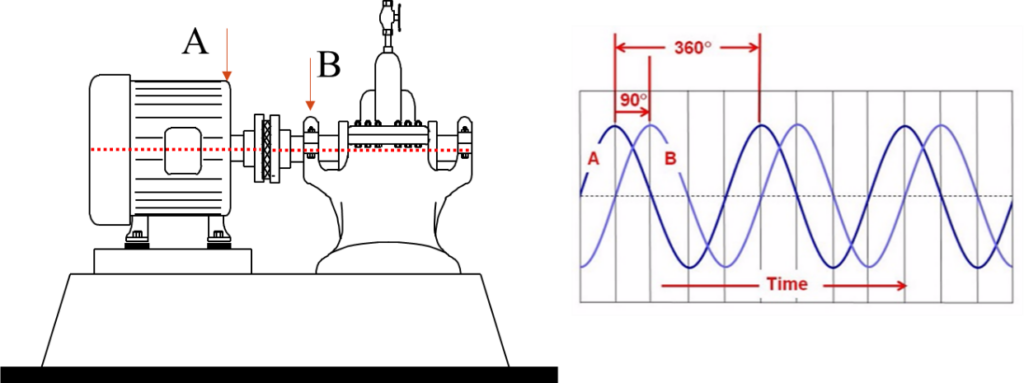
De la figura anterior se puede ver que el pico de vibración medido en el punto B ocurre en el tiempo después del pico de vibración medido en el punto A.. Se dice que la vibración en el punto A conduce a la vibración en el punto B.. La fase se puede utilizar para determinar la relación de tiempo entre la excitación (fortaleza) y la vibración provocada; por ejemplo, la fuerza debida al desequilibrio de masas y la vibración que provoca. Esta fase se utiliza para equilibrio.
amplitud de vibración
UNA Amplitud es el valor máximo de vibración en un lugar determinado de la máquina.
La amplitud es el nivel de vibración en una muestra de datos..
- La amplitud máxima es el valor más grande, positivo o negativo, en una muestra de datos (pags)
- La amplitud de pico a pico es la excursión más grande de un ciclo de vibración medido entre picos positivos y negativos adyacentes. (páginas)
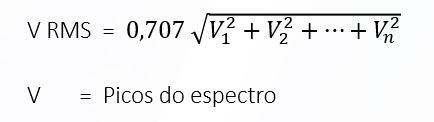
- RMS = raíz cuadrada media del espectro – energía total
Para una onda armónica simple , estos valores se pueden expresar en términos de rms o pico; En una onda armónica simple el rms es igual a 0.707 Velocidad de vibración medida en la carcasa en mm/s rms, y pico a pico es el doble del valor pico.
- La amplitud de una vibración es el nivel de vibración en una muestra de datos..
- La amplitud máxima es el valor más grande, positivo o negativo, en una muestra de datos.
- La amplitud de pico a pico es la excursión más grande de un ciclo de vibración medido entre picos positivos y negativos adyacentes..
- RMS = raíz cuadrada media del espectro – energía total con un número k de líneas espectrales, y cada línea con su propia amplitud RMS
2.3 el movimiento periodico
Un movimiento que se repite a intervalos iguales de tiempo, se llama periódico. Un movimiento periódico se puede dividir en varios movimientos armónicos..
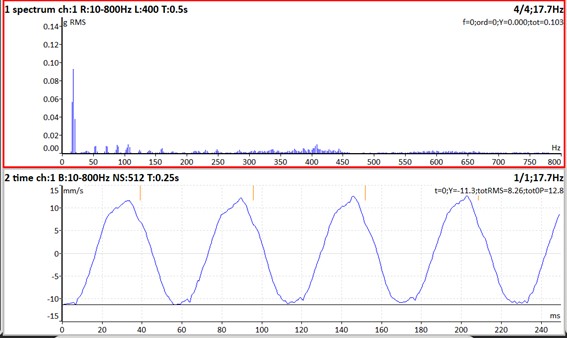
Para cualquier onda no armónica, como se muestra en la siguiente figura., o valor rms no puede ser convertido a pico y viceversa.
A continuación puede ver una forma de onda periódica y su espectro donde puede ver los armónicos de la frecuencia de rotación..
Un movimiento periódico se puede descomponer en movimientos armónicos.
La amplitud positiva no es, normalmente igual a la amplitud negativa en una forma de onda no armónica. El valor pico es el mayor de los valores positivos o negativos. por lo tanto, el valor pico a pico no será igual al doble del pico.
Multiplicando el rms por 1,414 no es un verdadero pico a menos que la vibración sea armónica; o sea, la vibración contiene solo una frecuencia.
Muchos instrumentos muestran un valor máximo que es 1,414 veces el valor rms. Este no es un valor pico real a menos que la forma de onda sea sinusoidal y contenga solo una frecuencia..
Tenga en cuenta que el valor rms está relacionado con la energía de vibración de la máquina. Por ejemplo, el valor rms de la forma de onda que se muestra en la figura anterior es 0,103 g rms y el valor pico es 12,8 mm / s. Tenga en cuenta que al multiplicar el rms por 1,414 se obtendrá un nuevo valor para el pico. Esto a menudo se llama el pico derivado..
El valor RMS de la vibración que se muestra en un espectro de frecuencia se puede calcular a partir de la siguiente fórmula:
unidades de medida de vibraciones
Como Unidades de medida utilizados para evaluar la cantidad de vibraciones de la máquina se muestran en la Tabla .
mesa – Unidades de medición de vibraciones
| Medida | Unidades | Descripción |
| desplazamiento | μm p-p* | movimiento de la maquina, estructura, o rotor, relacionado con el voltaje |
| velocidad | mm / s | Tasa de cambio de desplazamiento en relación con el tiempo; relacionado con la fatiga de los componentes |
| aceleración | gramo** | Relacionado con las fuerzas presentes en los componentes. |
desplazamiento de vibraciones
El desplazamiento es la medida dominante a bajas frecuencias y está relacionado con la tensión en los componentes flexibles.. Se expresa en μm de pico a pico porque los movimientos de la máquina a menudo no son armónicos y, por lo tanto, tienen diferentes picos positivos y negativos. El desplazamiento se utiliza como medida de las vibraciones de baja frecuencia. [menos de 1,200 CPM (20 hz)] en rodamientos y estructuras. El desplazamiento también se usa comúnmente para determinar el movimiento relativo entre un rodamiento y su eje.. En este caso se utiliza a la frecuencia de velocidad de operación y ordena. La siguiente figura muestra el desplazamiento armónico y la aceleración trazados en un gráfico para una velocidad de vibración de 5 mm/s a varias frecuencias.
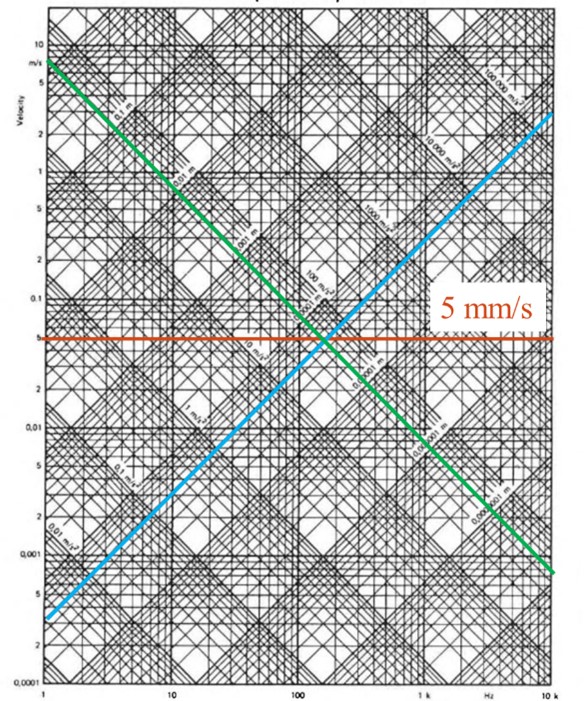
El desplazamiento de una velocidad de 5 mm/s un 600 CPM (10hz) es 159 μm pico a pico. El desplazamiento a 60000 CPM (1000 hz) Y solo 1,59 μm pico a pico. lo, por lo tanto, Es difícil medir el desplazamiento a altas frecuencias debido a la pequeña amplitud de la vibración en relación con cualquier ruido presente en la señal..
velocidad de vibración
La velocidad es la tasa de cambio del desplazamiento con el tiempo.. depende de ambos, de desplazamiento y frecuencia, y está relacionado con la fatiga. Cuanto mayor sea el desplazamiento y/o la frecuencia de la vibración, cuanto mayor sea la severidad de la vibración de la máquina en el sitio de medición. La velocidad se usa para evaluar la condición de la máquina en el rango de frecuencia de 600 CPM (10hz) una 60000 CPM (1000 hz).
aceleración de vibración
La aceleración es la medida dominante a altas frecuencias.. Es proporcional a la fuerza sobre un componente de la máquina, como un cojinete y se utiliza para evaluar la condición de la máquina cuando las frecuencias exceden 1000 hz (60000 CPM). En el ábaco anterior una vibración para 1000 Hz es igual a 3,25 g de aceleración. Pero aceleración a una vibración a 10Hz (600 CPM) Y solo 0,03 sol. La aceleración es una medida pobre a bajas frecuencias porque la amplitud de la señal es baja..
Relación de fase entre la velocidad de desplazamiento y la aceleración
La siguiente figura muestra una ilustración gráfica de la relación entre el desplazamiento armónico, velocidad y aceleración
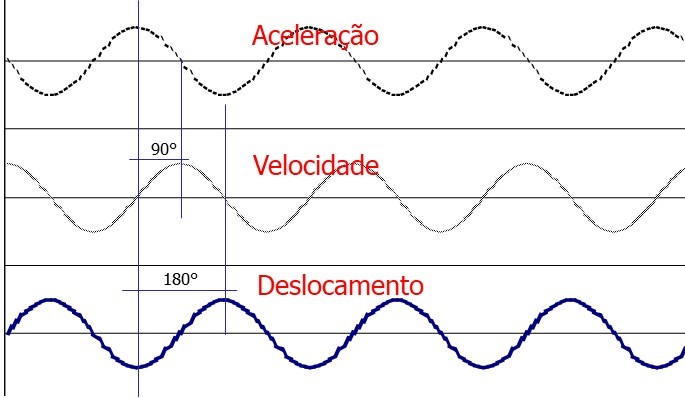
Nótese que el ángulo de fase es igual a 90º entre el desplazamiento y la velocidad.. La velocidad impulsa el desplazamiento; o sea, la velocidad está por delante del desplazamiento en el tiempo (Figura 1.7). El desplazamiento retrasa la aceleración en unos 180°. Esto significa que su pico se produce más tarde..
2.4 Conversión entre medidas en movimiento armónico
La relación entre la magnitud del desplazamiento de la velocidad y la aceleración de una vibración armónica es:
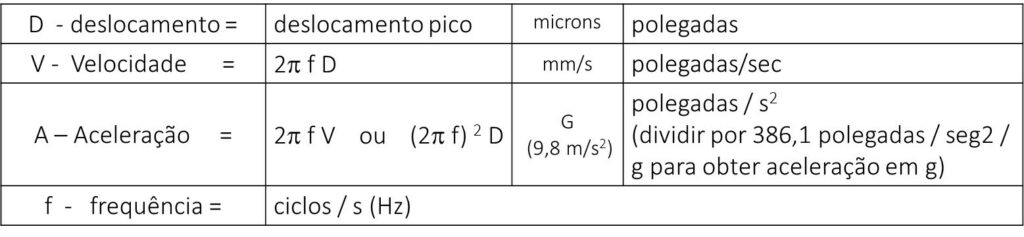
f = frecuencia, ciclos/s
D = desplazamiento, micrón
V = velocidad, mm / s
A = aceleración, mm / s2 (dividir por 9807 mm/seg2/g para obtener la aceleración en g)
Ejemplo de formas de onda y espectros en velocidad de desplazamiento y aceleración
Las fórmulas relativas a la velocidad de desplazamiento y la aceleración vemos también que la velocidad es igual a los tiempos de desplazamiento de la frecuencia, y la aceleración es igual a los tiempos de desplazamiento del cuadrado de la frecuencia. Por lo tanto se espera que las frecuencias más altas son donde aparecen las vibraciones con mayor aceleración.
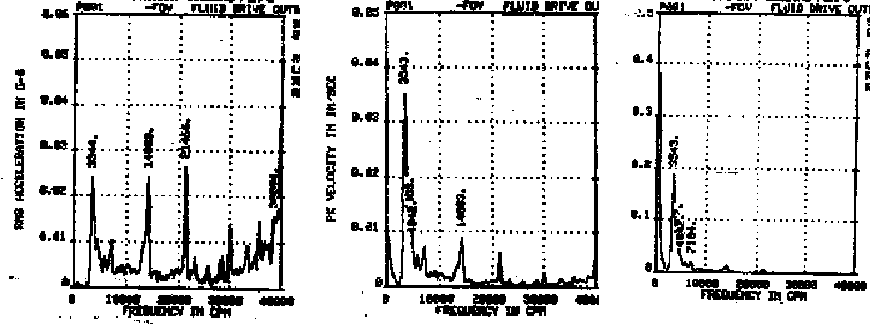
Aceleración velocidad de desplazamiento
En los espectros de la figura, obtenido en el mismo punto de medición, se puede ver que efectivamente la las vibraciones a altas frecuencias se manifiestan principalmente en la aceleración.
Si quieres saber por qué esto es así Haga clic aquí.
En la práctica esto se traduce en que, mientras que si se quiere controlar con un medidor de fenómenos de vibración que se manifiestan en las frecuencias altas, tal como los primeros signos de daños en los rodamientos, el parámetro de medición es la aceleración usando.
3. La medición de la vibración – Los sensores de vibración
Los sensores de vibración, convertir un movimiento mecánico en una señal de voltaje. Normalmente están calibrados para producir un cierto número de milivoltios por unidad de vibración. – por ejemplo, 200 milivolts por mil. El factor de escala es, por lo tanto, en milivoltios por unidad de vibración.
La vibración mecánica se mide con un transductor. (también llamado captador o sensor) que convierte el movimiento vibratorio en una señal eléctrica. Las unidades de la señal eléctrica son los Voltios. (V) o, más generalmente, milivoltios (mV). Hay 1000 mV/V; para convertir milivoltios a voltios mueva el lugar decimal tres veces a la izquierda o divida por 1000. La señal medida en voltios se envía al medidor, osciloscopio, o analizador. La amplitud se calcula dividiendo la magnitud del voltaje por un factor de escala en mv/μm , mv/mm/s, mv/g, mv/grado, o alguna otra razón que está relacionada con el transductor utilizado.
La información de vibración se obtiene mediante transductores colocados en la máquina en ubicaciones óptimas.. Los transductores convierten las vibraciones mecánicas en señales electrónicas que son acondicionadas y procesadas por una amplia variedad de instrumentos.. Estos instrumentos proporcionan la información necesaria para monitorear el estado de la máquina., comprobar el rendimiento, diagnosticar defectos, e identificar parámetros. Para la evaluación, se utiliza la magnitud., la frecuencia y la fase entre dos señales.
La selección del transductor se basa en la sensibilidad, tamaño requerido, medida seleccionada y de la velocidad y diseño de la máquina.
La respuesta de cualquier instrumento., incluyendo transductores, determina qué tan bien responde el instrumento a los estímulos (voltaje o vibración) a una frecuencia dada. Los analistas quieren una respuesta de frecuencia igual en todas las frecuencias.
Típicamente en la industria de tres tipos de transductores:
- desplazamiento
- velocidad
- aceleración
Respuesta de frecuencia y amplitud de estos sensores
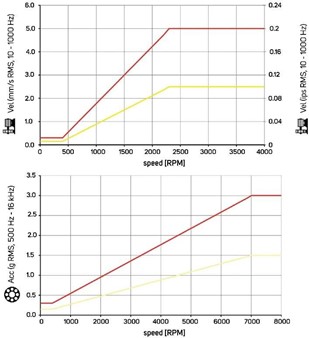
A continuación puedes ver los rangos de medida de estos tres tipos de sensores.
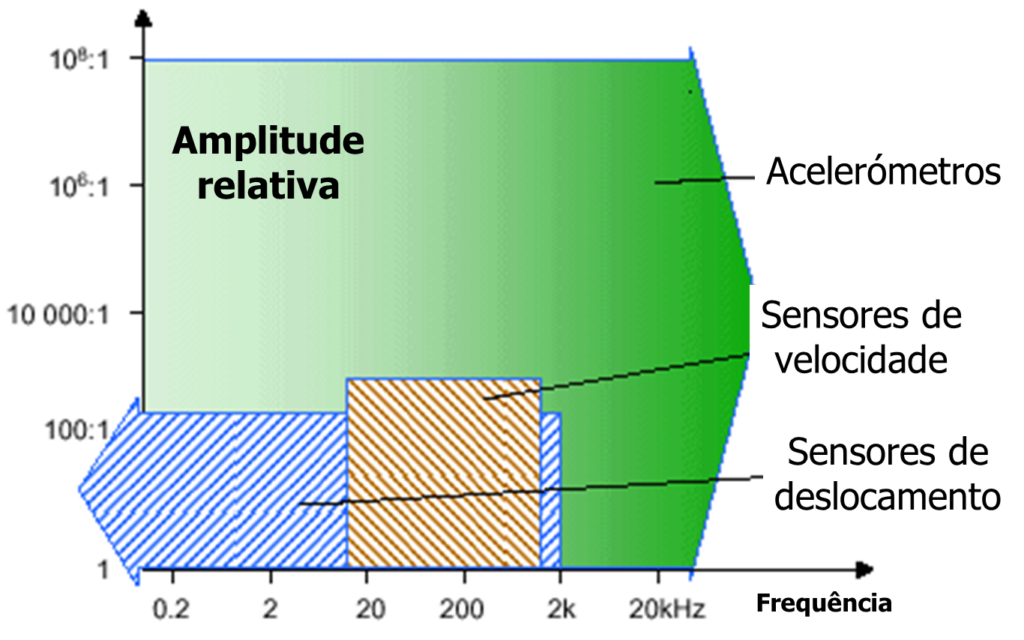
3.1. Sensores de desplazamiento para medir vibraciones relativas
Los sensores de desplazamiento, ampliamente utilizado en máquinas con cojinetes de película de aceite, también son conocidos por:
- Sensores de desplazamiento relativo;
- Sensores de proximidad o próximos
sensores de proximidad, también designado Transductores de desplazamiento inductivos, sin contacto, por corrientes de Foucault, se fijan al soporte del cojinete y miden la vibración del eje en relación con la posición de montaje del sensor de proximidad. Normalmente se montan dos sensores en un ángulo de 90º. El sensor horizontal siempre está 90º a la derecha del sensor vertical cuando se observa el lado de transmisión de la máquina.. Tenga en cuenta que la vibración horizontal impulsa la vertical en 90 ° para una rotación del eje en sentido contrario a las agujas del reloj..
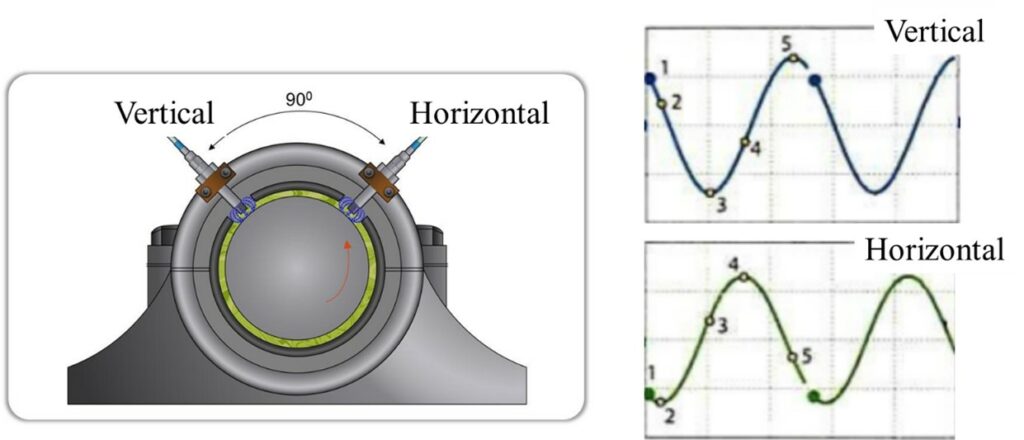
el sensor de proximidad (transductor de desplazamiento de corriente de Foucault sin contacto) La imagen mide el desplazamiento estático y dinámico de un eje en relación con la carcasa del rodamiento.. Está montado permanentemente en muchas máquinas para monitorear (proteccion) y análisis. Las aplicaciones del sensor para mediciones de vibración en posición radial y axial se explican en detalle en el estándar API 670.
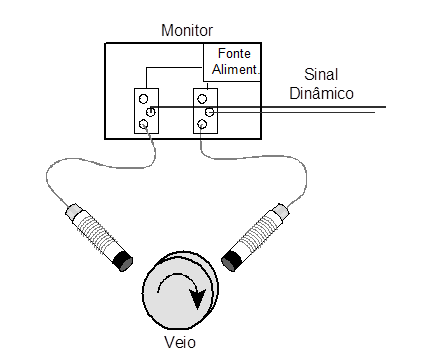
Cómo funciona el proximitor
El sensor consta de una bobina de alambre rodeada por un material cerámico o plástico no conductor contenido en un cuerpo sellado.. Se necesita un demodulador-oscilador, a menudo denominado actuador o aproximador, para excitar la sonda a aproximadamente 1.5 megahercio (megahercio). El campo magnético resultante se irradia desde la punta del sensor. Cuando se coloca un eje cerca del sensor, Se inducen corrientes de Foucault que extraen energía del campo y reducen su amplitud.. Esta disminución de amplitud da una señal de CA directamente proporcional a la vibración. (mv/μm). El voltaje de CC del demodulador/oscilador varía en proporción a la distancia entre la punta de la sonda y el material conductor. La sensibilidad de la sonda es generalmente 8 mv/m con una variación (distancia entre la punta de la sonda y el eje) de 0 una 2000 μm. El oscilador/demodulador requiere una fuente de alimentación de 24 v DC negativos. La sonda debe estar aislada y conectada a tierra..
A continuación puede ver un montaje real en una máquina..

Pros y contras de los proximitors
- ventajas
- Mida las vibraciones directamente en los ejes.
- En las máquinas con cojinetes de película de aceite, Se lleva a cabo una gran amortiguación de vibraciones. Por lo tanto las mediciones de vibración del eje son a menudo mucho más grandes que las vibraciones medidas en los cojinetes. En este tipo de máquinas a veces se producen fenómenos que sólo pueden detectarse midiendo las vibraciones directamente sobre los ejes..
- vibraciones medidas a DC ( 0 RPM).
- Debido a que la función de los comparadores como vibraciones de medición sin contacto casi a 0 RPM.
- Cuando se instala en pares, por apoyo, la determinación de la posición del centro del eje.
- Mida las vibraciones directamente en los ejes.
- desventajas
- Las medidas están influenciadas por el acabado de ejes.
- Las irregularidades y las vibraciones se miden como ovalizações.
- Sólo medir las vibraciones hasta 1 KHz.
- Las frecuencias por encima 1 KHz la amplitud de los desplazamientos causados por fenómenos físicos en los materiales es tan pequeña que las irregularidades se mezclan con las superficies de los ejes.
- Las medidas están influenciadas por el acabado de ejes.
- Los sensores están instalados de forma permanente.
Por esta razón se hace una inversión más significativa que se justifica sólo en máquinas más grandes, con cojinetes de metal antifricción.
Aquí puedes ver un artículo sobre en cojinetes de película de aceite.
3.2. sensores de velocidad para la medición de vibraciones (absoluta o sísmica)
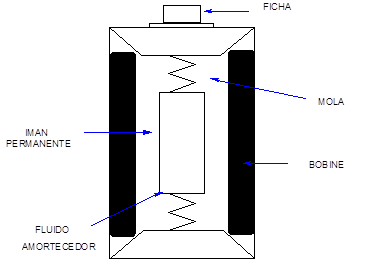
El transductor de velocidad es un transductor sísmico. (esto es, mide la vibración absoluta) que se utiliza para medir los niveles de vibración en cubiertas y alojamientos de cojinetes en el rango de 10 Hz a 2000 Hz. El transductor es autoexcitado, es decir, no requiere fuente de alimentación y consiste en un imán permanente montado en un resorte envuelto en una bobina cilíndrica de alambre. El movimiento de la bobina con respecto al imán genera un voltaje proporcional a la velocidad de vibración.. La señal autogenerada se puede pasar directamente a un osciloscopio, medidor o analizador para evaluación. Un transductor de velocidad típico genera 20 mv/(mm./seg) excepto a frecuencias por debajo de 10 Hz que es la frecuencia natural del elemento activo. Reducir la señal de salida a valores por debajo de 10Hz requiere un factor de compensación., dependiente de la frecuencia, aplicarse a la amplitud de la señal. La fase medida también cambia con la frecuencia., a frecuencias por debajo de 10 Hz. El transductor de velocidad se puede utilizar para evaluar la velocidad de vibración con el fin de evaluar la condición de la máquina cuando el rango de frecuencia considerado está comprendido en la zona de respuesta de frecuencia constante. (10-2,000 hz) del transductor.
Los transductores de velocidad se pueden usar para medir la vibración con un palo de cola de pez, un accesorio de madera que se adapta al transductor. Una muesca en V permite montar el palo en el eje giratorio.. Los chaveteros y otros cambios en la superficie del eje presentan riesgos de seguridad.
Ventajas y desventajas de los sensores de velocidad.
- ventajas
- son autogeneradores
- No existe un sistema de acondicionamiento de señales necesidad
- desventajas
- Alta frecuencia límite inferior (10 hz).
- La frecuencia natural de estos sensores, normalmente llevado a cabo en el tiempo de 10 hz. Esto significa que las medidas de las vibraciones alrededor de esta frecuencia se agrandan. Normalmente, los medidores que trabajan con estos sensores son dispositivos para vibraciones de filtrado a estas frecuencias.
- Reducción de la frecuencia límite superior (1000 hz).
- El amortiguador de aceite que tiene en el interior amortigua las vibraciones de frecuencia más altas 1 KHz. Por lo tanto, no son adecuados para detectar fallas en los rodamientos..
- Ha partes móviles.
- que están sujetos, por lo que el desgaste, funcionamiento defectuoso, etc..
- Sensibilidad en alzado lateral.
- Esto significa que además de medir vibraciones a lo largo de su eje principal, también las miden en direcciones laterales..
- Alta frecuencia límite inferior (10 hz).
Hoy en día están cayendo en desuso debido al hecho de que los acelerómetros reemplazarlos con múltiples ventajas.
3.3. sensores de aceleración para la medición de vibraciones (absoluta o sísmica)
Estos sensores se utilizan principalmente en máquinas con cojinetes de rodamiento. Tú acelerómetros más comunes son del tipo piezoeléctrico. En ellos la carga eléctrica generada es proporcional a la aceleración a la que están sujetos.
Los acelerómetros se utilizan para medir los niveles de vibración en cubiertas y alojamientos de rodamientos., y son los transductores normalmente suministrados con registradores de datos.
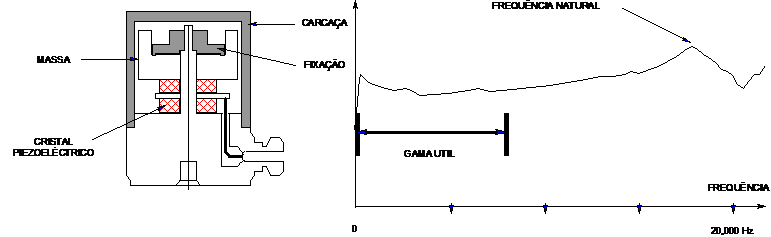
Cómo funciona un acelerómetro
Un acelerómetro consiste en una pequeña masa montada sobre un cristal piezoeléctrico que produce una salida eléctrica proporcional a la aceleración cuando se aplica una fuerza a una masa que vibra.. Los transductores de fuerza, como los martillos modales y los sensores de fuerza, también contienen un cristal piezoeléctrico., pero la salida del cristal es proporcional a la fuerza aplicada. El cristal piezoeléctrico genera una señal de alta impedancia que debe ser modificada por carga o conversión de voltaje, para baja impedancia. El tamaño de un acelerómetro es proporcional a su sensibilidad.. pequeños acelerómetros (del tamaño de un borrador de lápiz) tener una sensibilidad de 5 mv/g (1 gramo = 9807 mm / s2) y una respuesta de frecuencia constante de 25 KHz. Un acelerómetro de 1000 mv/g que se utiliza para mediciones de baja frecuencia, puede ser tan grande como un transductor de velocidad; sin embargo, el límite de su rango utilizable de frecuencias puede ser de hasta 1000 Hz..
aplicación de acelerómetro
El analista debe conocer las propiedades de cada acelerómetro utilizado. Si se desea velocidad de vibración, la señal normalmente se integra antes de ser analizada. Esta unidad tiene su propia respuesta de frecuencia característica y filtros de corte de baja frecuencia.. Los acelerómetros se recomiendan para el monitoreo sísmico permanente debido a su larga vida y porque su sensibilidad lateral es baja.. (La sensibilidad cruzada significa que el transductor genera una señal en la dirección X a partir de la vibración en la dirección Y). sin embargo, el ruido en el cableado, la distancia de transmisión y la sensibilidad a la temperatura del acelerómetro deben evaluarse cuidadosamente.
ventajas
- Medir las frecuencias altas.
- Normalmente, el límite superior de frecuencia medida se impone mediante el montaje del acelerómetro y puede ir hasta algunas decenas de KHz
- Medir las frecuencias bajas.
- El límite inferior de frecuencia se impone por el amplificador en el que el acelerómetro, y puede ir hasta centésimas de Hertz
- Medir los niveles grandes y pequeños de vibración.
- Son muy robusta.
- Ellos son insensibles a lateral vibraciones.
desventajas
Necesitan acondicionamiento de señales.
Aquí puedes ver un artículo sobre acelerómetros piezoelétricos.
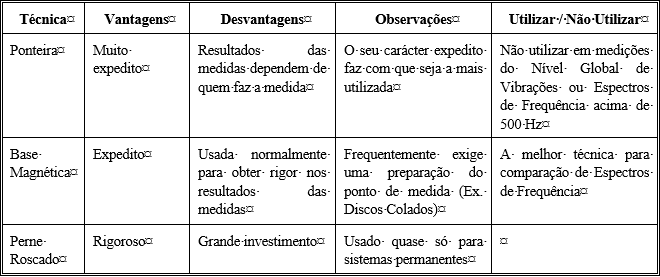
3.4. El montaje de los acelerómetros para medir vibraciones
La manera en que la sonda se pone en contacto con el punto de medida afecta significativamente a los resultados de las medidas. Como regla general se puede afirmar que cuanto más rígida es la unión de la sonda a la máquina, Como será más estricta. Por lo que la situación ideal sería que el acelerómetro está unido a un vástago roscado. Por supuesto, esto a menudo, No es práctico, y día a día los métodos más comunes son la fijación con un imán y la colocación de una férula en la sonda que permite a sus puntos de medición fáciles de nuevo a.
Este problema se vuelve crítica cuando se hacen mediciones de vibraciones a altas frecuencias.
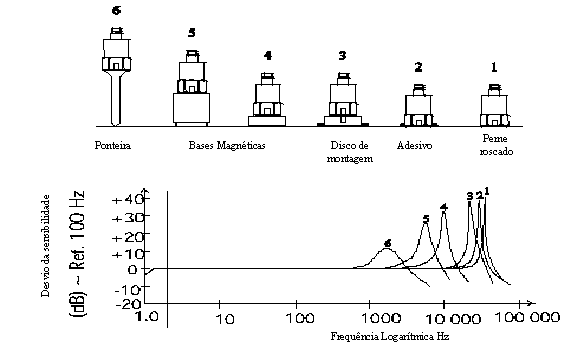
Figura – Respuesta de frecuencia de diferentes fijaciones de un acelerómetro.
Cuando se utiliza la punta y la frecuencia de las vibraciones está en el intervalo de 0.5 una 1 KHz es fácil cometer errores de medición mayores que 100%.
Tabla dada a continuación se puede ver una comparación de las diversas técnicas.
A continuación puede ver videos con ejemplos prácticos de la influencia del montaje de los acelerómetros en los resultados de medición..
3.5. Elija el punto de medición para medir la vibración
La razón para medir vibraciones en una máquina dicta la posición del punto de medición.. Cuando se mantiene un acelerómetro debe elegir el camino más corto entre la fuente de las vibraciones (por lo general el rotor) y un punto donde se pueden tomar medidas. Por lo general, esto se debe a que se toman medidas en los alojamientos de los cojinetes o en cualquier estructura rígida unida a ellos..
Otra pregunta frecuente es la dirección en la que medir. Es imposible dar una regla general, pero a menudo, medir en tres direcciones; vertical, e axial horizontal.
El comportamiento de la vibración de las máquinas, especialmente a altas frecuencias, Es bastante complejo. Por lo tanto se espera, que incluso en muy juntas señala los niveles de vibración son diferentes.
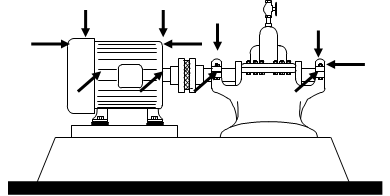
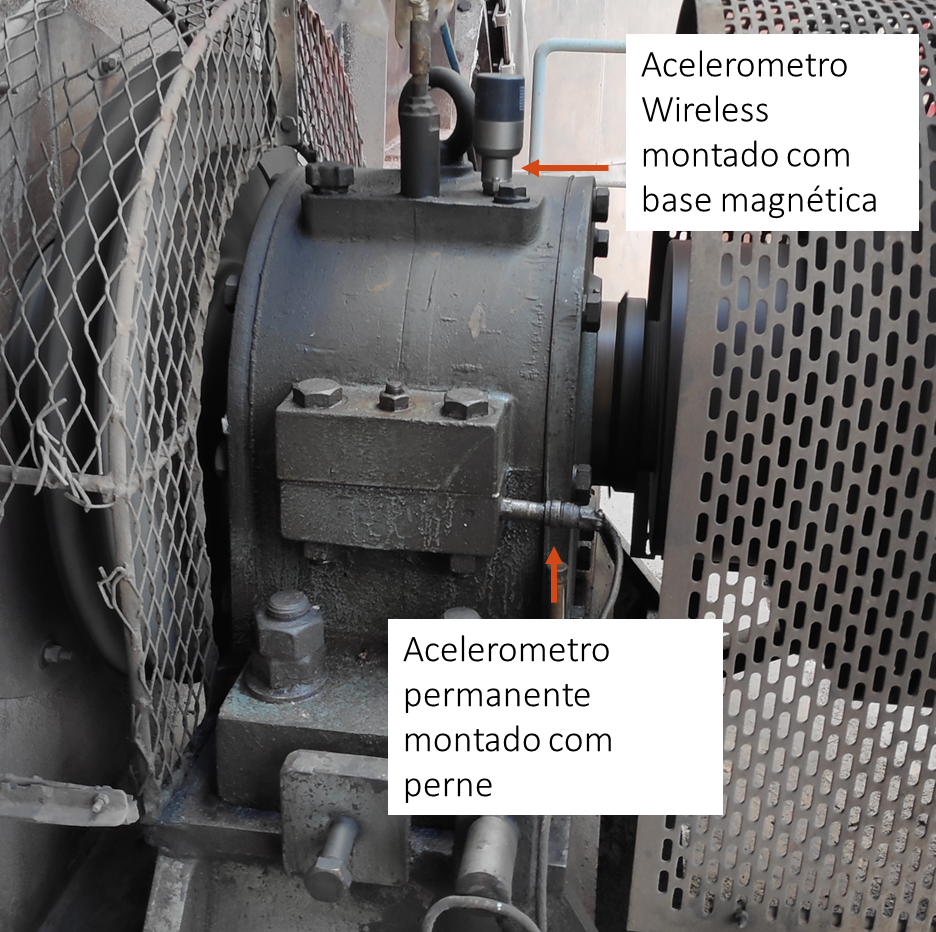
A continuación puede ver acelerómetros montados en un rodamiento de una máquina..
A continuación puede ver un vídeo con un ejemplo práctico de la influencia del punto de medida en los resultados de la medida de vibraciones.
El factor de escala del sensor de vibraciones
La siguiente figura muestra un ejemplo de una medición de vibración.. La forma de onda del tiempo en voltios (V) se toma directamente del transductor de vibración. Un acelerómetro incorporado con un factor de escala de 0,4 v/mm/s se usó para obtener la forma de onda. El valor pico medido fue 3,3 V. Por lo tanto, la velocidad máxima es 3,3 V/(0,4 v/mm/s), o sea, 8,25 mm / s.

3.6 La fase de las vibraciones.
O ángulo de fase entre dos señales indica la relación de una con la otra en el tiempo. Los dos signos pueden representar vibraciones o fuerzas., y su relación puede indicar una condición como desalineación, la frecuencia de una velocidad crítica, o la ubicación del punto pesado de un rotor durante el balanceo.
La fase se mide en la forma de onda del tiempo. (amplitud vs tempo) utilizando un osciloscopio analógico o digital, un analizador de dos canales, un medidor de fase, o luz estroboscópica.
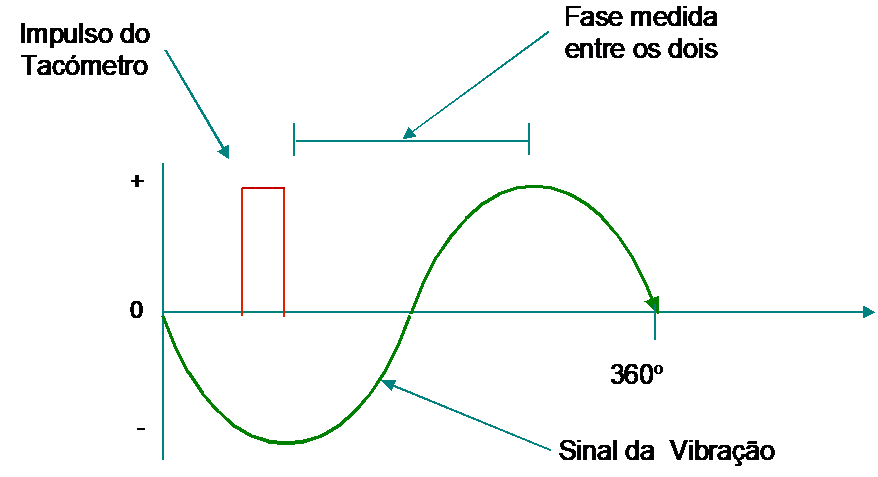
Medida de fase con sensor de referencia
Es esencial obtener medidas precisas de tiempo diferencial de las señales., al medir la fase. la fase es, a veces, medido a partir de una señal de referencia generada una vez por revolución, por un sensor estacionario, por ejemplo, una pastilla óptica, sonda de proximidad, o una pastilla magnética: mirando la cinta óptica o una llave en el eje. el ángulo de fase, que está relacionado con el tiempo necesario para hacer una revolución del eje, se obtiene multiplicando 360° por el tiempo entre los dos eventos (señal de referencia y señal de vibración máxima) dividido por el período de la vibración. Este ángulo de fase es medido automáticamente por los analizadores utilizados en el balanceo..
Medición de fase con luz estroboscópica
La fase también se puede medir con una luz estroboscópica. La luz estroboscópica se activa mediante la señal de vibración, es decir,, cuando la señal cambia el voltaje de negativo a positivo, la luz estroboscópica parpadea e ilumina una marca en el eje en alguna posición relativa a un transportador. La fase en diferentes posiciones se puede identificar moviendo el transductor de vibración mientras se observa el ángulo de fase.
Medición de fase con dos sensores de vibración
Se pueden usar dos transductores para determinar la fase entre dos ubicaciones en la máquina, pero se debe considerar la ubicación de cada transductor cuando se evalúan los datos. Cuando los transductores axiales se montan a 180º, son 180 graus desfasados. por lo tanto, A la lectura de un transductor hay que sumar 180º.
Si quieres saber más sobre la fase de vibraciones Haga clic aquí.
4 ¿Qué es el análisis de frecuencia en la medición de vibraciones?
El medidor de vibraciones sólo nos da un nivel medido en una amplia gama de frecuencias. Con el fin de saber se se requiere que el valor individual de cada componente para realizar un análisis de frecuencia.
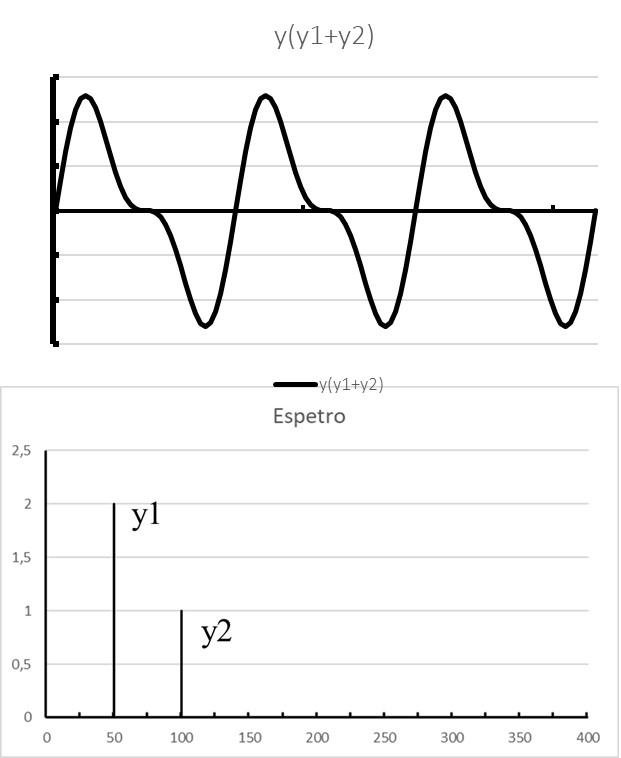
Un movimiento periódico se puede descomponer en movimientos armónicos. La vibración periódica total y se muestra en la siguiente figura, puede ser representado por la suma de dos vibraciones armónicas, y1 mi y2.
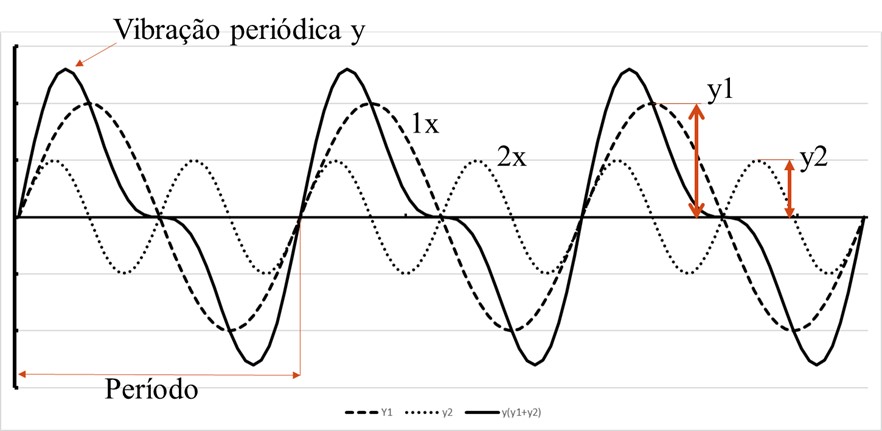
Tenga en cuenta que la vibración y2 tiene una frecuencia dos veces mayor que la vibración y1. La vibración y2 se llama el segundo armónico de la vibración y1 porque su frecuencia es exactamente el doble (2X) el de vibración y1. Cuando la frecuencia de vibración y1 es igual a la velocidad de rotación (RPM) vibración de la máquina, la vibración y2 se llama segundo orden.
Un movimiento periódico tiene una forma específica cuando los dos componentes están en fase como se muestra en la figura anterior.. Si se cambia la fase de los dos componentes, la magnitud del valor pico de la vibración, es decir, la amplitud – cambiará. La suma de las dos amplitudes no es, en general, igual al valor pico de la forma de onda periódica. Sólo cuando la frecuencia fundamental (1X) conduce al componente de segundo orden (2X) por 45º o 225º la suma de los valores pico de las vibraciones y1 e y2 será igual al valor pico de la vibración total. Otros retrasos darán como resultado un valor de amplitud máxima que es menor que la suma de los componentes..
Los componentes de amplitud y frecuencia que conforman la forma de onda de tiempo se muestran directamente en el espectro de frecuencia de la siguiente figura. (gráfico inferior), que muestra la amplitud frente a la frecuencia.
La formación del espectro de frecuencia.
Tú analizadores de frecuencia utilizados en la medición de vibraciones usar un algoritmo llamado Transformada Rápida de Fourier (Fast Fourier Transform Inglés).
Los diversos componentes de una máquina en operación se originan, cada per se, una vibración a una frecuencia particular. Todas estas vibraciones se añaden a cada otro, obteniendo así un total que es la vibración con el tiempo.
Es el fenómeno que se pueden ver en un osciloscopio o lo que se puede sentir cuando se pone la mano sobre un rodamiento.
En el siguiente video puedes ver la relación entre la Señal en el Tiempo y el Espectro de Frecuencia.
El espectro de frecuencias permite romper ese total en porciones individuales, que dan lugar.
Los componentes de amplitud y frecuencia que componen la forma de onda de tiempo se muestran directamente en el espectro de frecuencia., que muestra la amplitud frente a la frecuencia. En el espectro se muestra la descomposición de una forma de onda periódica compleja en sus componentes.. El espectro muestra la descomposición de la forma de onda en sus componentes armónicos.. Las amplitudes armónicas que se muestran en el espectro se obtuvieron de un analizador de espectro.. El dominio del tiempo no se puede reconstruir a partir del espectro de frecuencia de esta forma de onda periódica compleja a menos que se conozcan los ángulos de fase entre cada armónico..
Un analizador FFT utiliza un bloque de datos recopilados durante un período de tiempo relacionado con el rango de frecuencia seleccionado antes del proceso. Una computadora que contiene un algoritmo. (un procedimiento matemático definido) Hacer el Análisis FFT. El analizador FFT muestra los componentes de vibración en contenedores, o lineas (ex.: 400), igualmente espaciados en el rango de frecuencia. Papeleras puede considerarse como una serie de filtros.
La aplicación del espectro de frecuencia
Por lo tanto, se puede decir que mientras que la señal en el tiempo es un total, el espectro de frecuencia muestra las acciones que dan lugar.
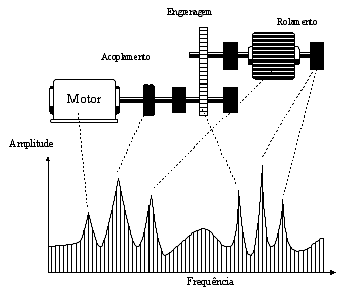
Figura – A través del espectro de frecuencia puede ser conocido que el componente de máquina que hace que las vibraciones.
Si desea saber más sobre el diagnóstico de análisis de vibraciones Haga clic aquí.
5 Fuerzas que generan las vibraciones.
El propósito de la medición de vibraciones y el análisis de vibraciones es identificar defectos y evaluar el estado de la máquina..
Para relacionar los defectos de la máquina con las fuerzas que causan la vibración, se utilizan frecuencias.. Por lo tanto, es importante identificar las frecuencias de los componentes y sistemas de la máquina antes de realizar el análisis de vibraciones.. Las fuerzas a menudo son el resultado de componentes defectuosos o desgastados o se deben a errores de diseño o problemas de instalación, como la desalineación., suelo sin firmeza, y desabrochar.
Porque la fuente de vibración está relacionada de alguna manera con la velocidad de operación, es importante identificar la velocidad de operación antes de proceder con el análisis.
Tipos de frecuencias de vibración en máquinas.
- En las máquinas existen dos tipos de frecuencias de vibración
- Como forzado – generado por fuerzas creadas en la operación de la máquina
- Como natural – que son una característica estructural de la máquina y los componentes
frecuencias forzadas
Las frecuencias forzadas más comunes son las siguientes:
- desequilibrio de masa – Frecuencia de rotación del husillo(RPM)
- desalineación – Dos veces RPM
- vino deformado – RPM
- cuchillas y pergaminos – Número de paletas o volutas x RPM
- Electromagnético – El doble de la frecuencia de la red
Tabla Algunas frecuencias de fuerzas asociadas al funcionamiento de máquinas
| Fuente | frecuencia (múltiplo de RPM) |
| Inducido por mal funcionamiento | |
| desequilibrio de masa | 1X (la frecuencia es una vez por revolución) |
| desalineación | 1X, 2X |
| curva del eje | 1X |
| aflojamiento mecánico | órdenes impares de x |
| distorsión en caso y fundación | 1X |
| cojinetes | frecuencias de rodamiento, no completo |
| mecanismos de impacto | multifrecuencia dependiendo de la forma de onda |
| Inducido por el proyecto | |
| cardanes | 2X |
| eje asimétrico | 2X |
| engranaje (n dientes) | Nx |
| enganche (m mandíbulas) | MX |
| rodamientos deslizantes (remolino de aceite) | 0,43x a 0,47x |
| cuchillas y palas (metro) | MX |
| máquinas alternativas | múltiplos de la mitad de RPM & velocidad total, dependiendo del proyecto |
frecuencias naturales
- Depende del diseño de la máquina – masa y rigidez
- Causa alta vibración si la frecuencia natural es igual o cercana a una frecuencia forzada – fenómeno llamado resonancia
Si quieres saber cómo identificar las frecuencias naturales Haga clic aquí.
Las frecuencias naturales están determinadas por el diseño de la máquina o de un componente.. Son propiedades del sistema y dependen de su distribución de masa y rigidez.. Todos los sistemas tienen un cierto número de frecuencias naturales.. Ellos no son, sin embargo, múltiplos de la primera frecuencia natural (con la rara excepción de componentes simples).
Las frecuencias naturales no son importantes en el diagnóstico de máquinas a menos que la frecuencia de la fuerza ocurra en, o cerca de la frecuencia natural o se produce un impacto en la máquina. Si una frecuencia causada por fuerzas está cerca de una frecuencia natural, existe una resonancia, y la vibración es alta porque la máquina absorbe energía fácilmente en sus frecuencias naturales.
A continuación puedes ver un caso histórico de resonancia .
velocidades criticas
Si una frecuencia de la fuerza es un orden de la velocidad de operación de la máquina, se llama un velocidad crítica. Solo las frecuencias naturales en el rango de variación de las frecuencias de fuerza, están interesados en el análisis de vibraciones de máquinas.
- Velocidad crítica: la velocidad de la máquina es igual a una frecuencia natural.
- La vibración será alta a la velocidad crítica si las fuerzas vibratorias están presentes y la amortiguación es ligera
modos de vibración
Los modos de vibración de un sistema están asociados con sus frecuencias naturales..
La forma que adopta un sistema cuando vibra a su frecuencia natural se denomina modo de vibración.. Un modo de vibración no proporciona información sobre los movimientos absolutos del sistema., pero consiste en deflexiones en puntos elegidos. Las deflexiones se determinan en relación con un punto fijo en el sistema, generalmente en un extremo de un eje.. Los movimientos absolutos sólo se pueden determinar cuando se conocen el amortiguamiento y la vibración.. En la siguiente figura se muestra un ejemplo de un modo de vibración de un rotor flexible..
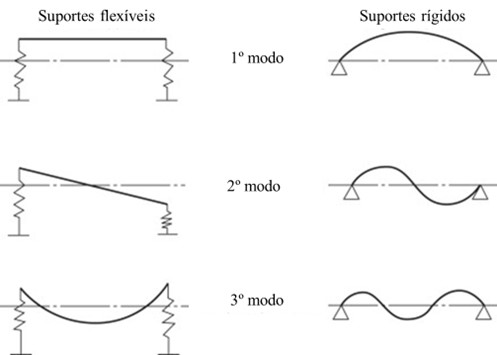
Los modos de vibración de los motores rígidos están determinados por la flexibilidad en los soportes. Los rotores flexibles pueden vibrar en modos de movimiento lateral, torsión, y axial. El punto, en un modo de vibración, en el que la deflexión es cero se llama nodo. Obviamente, los transductores nunca deben montarse en un nodo.
6 técnicas de medición de la vibración
5.1. La medición del nivel general de la vibración de acuerdo con ISO 20816-3
Este tipo de medición proporciona una velocidad de lectura simple y efectivo. Los valores de vibración medidos se puede comparar directamente con los valores normalizados de los criterios de severidad de vibraciones de las Normas.

Así es como se utiliza este tipo de equipos en el control y seguimiento de la condición de simples máquinas de calidad, que hasta son los más comunes, tal como por ejemplo, motores eléctricos, bombas, ventiladores.
Los defectos que son controlados con esta medida son por lo general los desequilibrios, desalinhamentos, holguras, desapertos
Los fallos de los rodamientos son el fallo más común que esta técnica no se ocupa de una manera satisfactoria.
Las ventajas de esta técnica:
- simples de utilizar
- reducción de la inversión
desventajas
- sensibilidad limitada
- solo detecta fallas en rodamientos en las etapas finales de degradación
5.2. La medición de la vibración – la comprobación del estado de los rodamientos (la medición de la aceleración de las vibraciones a frecuencias más altas 1 KHz)
La vibración que produce un rodamiento al principio de deterioro está más allá de la capacidad de percepción de los sentidos humanos.. Efectivamente, no sólo se reduce su amplitud, sino que las vibraciones generadas en él quedan sumergidas en las demás vibraciones generadas por la máquina..
El problema general de detectar anomalías en un rodamiento es cómo separar las minúsculas vibraciones producidas por el impacto de los elementos rodantes, el rodillo una superficie bien lubricado, con los bordes de una grieta microscópica, no detectable a simple vista, otras vibraciones de la máquina.
El hecho de que el nivel de medida global de Vibraciones, (10 hz – 1000 hz) muchas veces no dar una respuesta satisfactoria a la detección de este tipo de fallas fue lo que motivó el estudio de este tema.
Para comprender las soluciones a las que se ha llegado para la detección de fallos en rodamientos, es necesario conocer la forma en que se manifiestan las vibraciones a medida que evoluciona la degradación del rodamiento..
5.2.1 síntomas vibratoria de un cojinete en la degradación
Consideremos el caso de una degradación de rodadura exterior de cojinete de fallo, una máquina que funciona por ejemplo 3000 R.P.M..
1ETAPA
El efecto de fenómenos de fatiga se producen microgrietas bajo la superficie de apoyo. Tienen lugar explosiones vibraciones a frecuencias muy altas (cientos de kilo Hertz) los cuales son llamados Emisión Acústica. Normalmente estas vibraciones se pierden en el ruido de fondo de la máquina.
2segunda fase
Los micro-grietas alcanzan la superficie de la pista.
Los bordes de la hendidura están afiladas. Se producen cuando los impactos que producen ondas de choque muy bruscos. Estos producen shocks de vibración que se extienden 300 KHz. Las vibraciones producidas son muy pequeñas y menos de las vibraciones producidas por el fondo de la máquina hasta cerca de unos pocos kHz.
3segunda fase
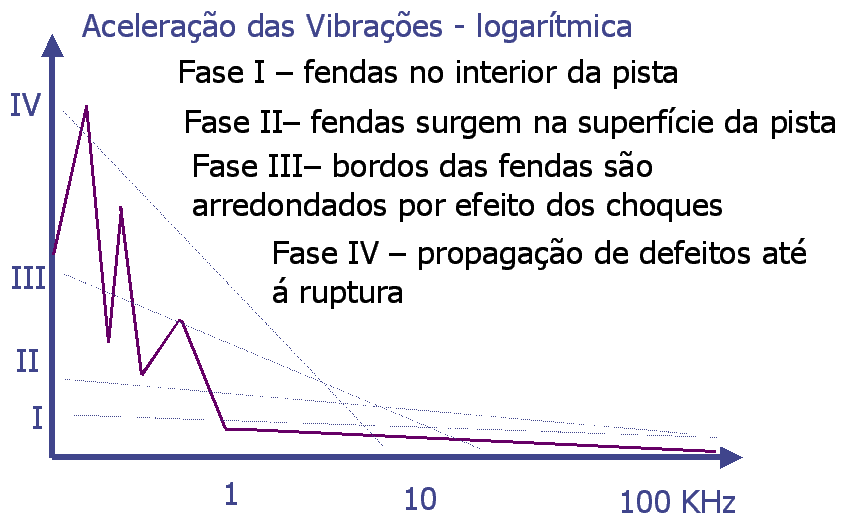
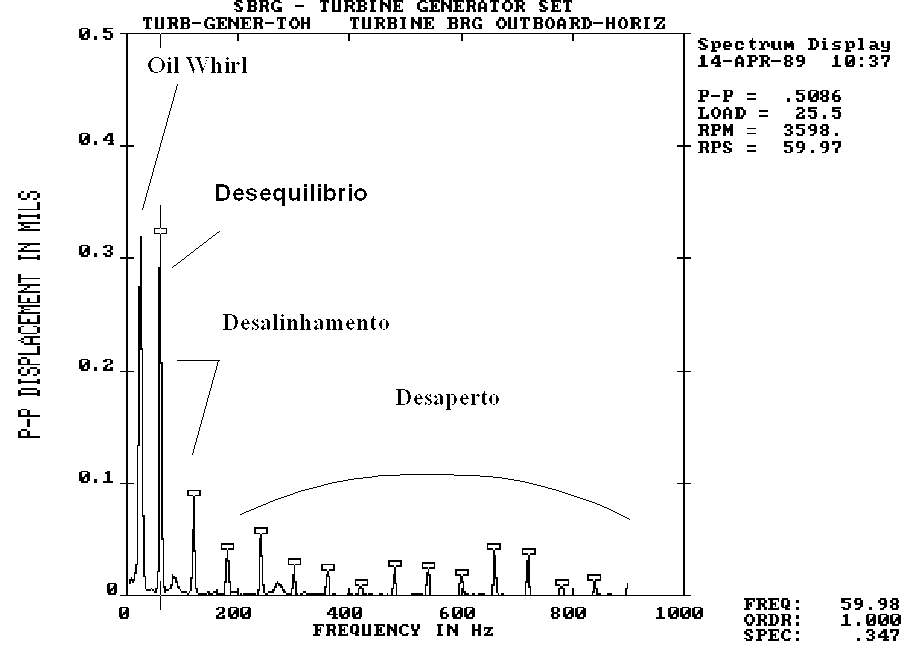
Los aumentos de hendidura y los impactos sucesivos de los cuerpos rodantes alrededor de sus bordes. Las vibraciones producidas ahora se extienden sólo a alrededor 100 KHz y aumenta la amplitud de las vibraciones en las frecuencias bajas.
Cuando hay vibraciones en frecuencias inferiores 500 defectos Hz son claramente visibles.
4ETAPA
La degradación de la superficie de la pista llega a ser significativo y fácilmente visible. El material de partida tiene el efecto, completamente alrededor de los bordes de la fisura. El efecto de vibración se puede detectar en la gama media, y terminar a bajas frecuencias.
5.2.2. Los cojinetes de supervisión del estado – Las limitaciones de esta técnica
Todos los métodos destinados a detectar fallas en los rodamientos en una etapa temprana, Lo hacen mediante la medición de las vibraciones a altas frecuencias.
Como se puede deducir fácilmente a la establecida anteriormente, los métodos de detección de fallas en rodamientos a través de mediciones a altas frecuencias, comenzar a partir de dos principios:
- Cuando un rodillo rompe vibraciones se producen a frecuencias altas.
- Las vibraciones solamente existentes a altas frecuencias se producen por un cojinete degradada.
En la vida cotidiana muchas situaciones en las que esto no es cierto, donde las limitaciones de tales medidas.
Primera limitación
La primera limitación se refiere al hecho de que esta técnica para los rodamientos de perder sensibilidad para girar a velocidades inferiores 1000 RPM, y ser de eficacia cuestionable a velocidades más bajas 600 RPM. En realidad, este rango de velocidad ya no producir vibraciones de choque a altas frecuencias como se describe anteriormente.
Segunda limitación
La segunda limitación es el hecho de que las vibraciones de alta frecuencia se amortiguan rápidamente en materiales y su amplitud se reduce drásticamente por la separación entre las superficies de componentes de la máquina. Es así que el punto de medición no se encuentra en las proximidades de la técnica de laminación pierde la sensibilidad, o incluso accidentes.
tercera limitación
La tercera limitación viene de que hay otras fuentes de vibración a altas frecuencias.
Estas limitaciones tienen, por lo tanto, para ser considerado cuando se utiliza esta técnica.
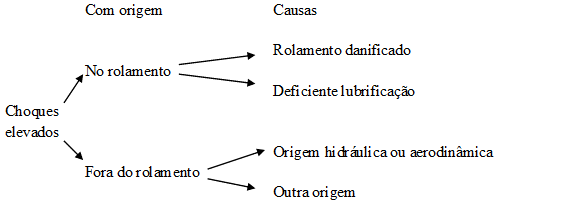
El diagrama de la figura parece ser que el resultado de la medición de las vibraciones a altas frecuencias y amplitudes altas indican decir que un cojinete se degrada va un largo camino.
Fenómenos de fuera de los cojinetes que pueden generar vibraciones a altas frecuencias son diferentes:
- cavitación
- fenómenos aerodinámicos
- Los choques se preparan en mal estado
- Los choques de las piezas sueltas
- etc.
Si la vibración se origina en el cojinete, siendo todavía, puede ser que él no está en mal estado. Si el lubricante no se está haciendo en condiciones adecuadas se producirá en la película se rompe lubricante, usted debe separar los elementos rodantes de las pistas, que dará, por lo tanto, colocar la ocurrencia de shocks tal como ocurriría si el cojinete estaba descuidado.
Los técnicos con experiencia, cuando un primer mide teniendo altos niveles de vibración a frecuencias altas, Hacen una regla, con el que llevar a cabo una lubricación de la misma. Inmediatamente niveles caerán. Si después de un tiempo (por ejemplo: tres días) el nivel no ha vuelto a subir, entonces el problema se debía a una mala lubricación. Si el nivel, por lo contrario, vuelve al anterior, te enfrentas a un rodamiento efectivamente degradado.
¿Cómo entonces superar estas limitaciones?
5.2.3. La supervisión del estado de los rodamientos - para superar las limitaciones de esta técnica
en realidad, si de alguna manera son insuperables, utilidad técnica a menudo puede verse en peligro.
La experiencia muestra que una medición aislado, unos resultados pueden extraerse, debido a las limitaciones en.
sin embargo, si en vez de una medición, para llevar a cabo una secuencia de mediciones mayoría de las limitaciones pueden ser superadas.
En prácticamente todas las instalaciones en las que se aplica esta técnica con éxito, procede a la medición regular de los niveles de vibración de la máquina. No evaluar las máquinas de estado basado en una sola medida, pero, basado en un conjunto de medidas.
A través de mediciones regulares determina un nivel normal, y los resultados de las nuevas medidas comparan con este nivel de referencia.
5.3. La medición de la vibración – el análisis del espectro de frecuencias con una analizador de vibraciones
medidores de vibración simples, tal como el anteriormente mencionado, medida global del nivel de vibración en una banda de frecuencias. El nivel medido refleja la amplitud de las componentes principales del espectro, que es evidente, Es importante controlar. Pero cuando esta vibración se analiza en el espectro de frecuencia y colocado en una forma gráfica, el nivel de muchos más componentes, posiblemente importante, se da a conocer. Esta técnica se llama Análisis de vibraciones.
No sólo el aumento de las amplitudes de los componentes en el espectro de frecuencia da una indicación temprana de fallas, sino también la frecuencia a la que se producen indica qué partes de la máquina están deteriorando. Para cada punto de medición será la caracterización de desplazamiento de frecuencia, desalineación, holguras, problemas de engranajes, etc.. que son, por lo tanto, diagnosticado con la ayuda de análisis de frecuencias.
análisis de espectro de frecuencia permite el diagnóstico de fallos
Ventajas de uso
- Diagnóstico
- No tiene límites de velocidad de rotación
limitaciones
- costo
- requisito de calificación del operador

En la imagen de arriba han surgido varios analizadores de vibración.
Aquí puede encontrar cursos sobre diagnóstico por análisis de vibraciones.
6. La medición de la vibración – evaluación de los resultados de las medidas
Cuando, tras precisar que una máquina dada debe ser puesto fuera de servicio por trabajos de mantenimiento, resulta que después de todo lo que está en buenas condiciones, esto es se puede producir una situación menos feliz de vez en cuando. Si la alerta fue dada bajo una condición del sistema de control de la máquina, Es una de las peores cosas que pueden suceder a su descrédito.
La evaluación correcta de los resultados de medición es uno de los principales factores de éxito de un sistema de inspección de máquinas..
Hay varios criterios que pueden servir como base para la evaluación de los resultados de las medidas.
Aquí puede encontrar un enlace a varios artículos sobre límites de vibracións en diferentes tipos de máquinas.
6.1. Criterios de evaluación en la medición de vibraciones
- Normas
- Las cifras proporcionadas por los fabricantes de los equipos de medición
- Los valores proporcionados por los fabricantes de máquinas para controlar
- Comparación con los valores medidos bajo máquinas idénticas
- experiencia
- Seguimiento de tendencia
6.1.1 – La serie de normas ISO 10816 mi 20816 en la medición de vibraciones
Las normas relativas a los niveles de vibración aceptables se utilizan a menudo como una primera guía para evaluar la condición de funcionamiento de las máquinas. algunas normas, como ISO 10816 mi 20816 especificar límites dependiendo de varios factores.
Normas ISO 20816 - Vibraciones mecánicas – medición y evaluación de vibraciones de máquinas – recomendar que el rango de medición de vibraciones cubra todas las frecuencias relevantes de la máquina, que por supuesto pueden variar de una máquina a.
A continuación puede ver un historial de normalización de vibraciones.
El estándar ISO 20816-3 – la clasificación de las máquinas
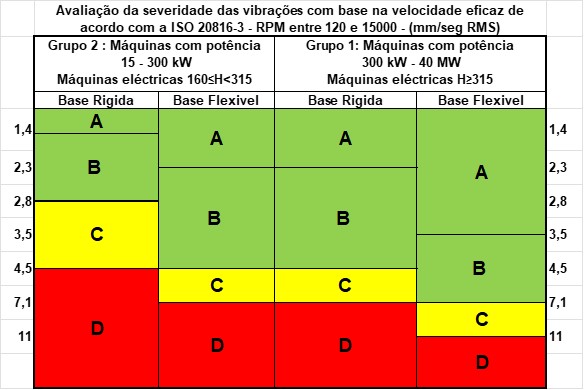
en el 3 esta norma, que se dedica específicamente al campo de las mediciones en máquinas industriales con potencia nominal mayor 15 kW y velocidades nominales entre 120 r / min e 15.000 máquinas r / min se clasifican primero en función de su tipo, potencia en el eje o la altura y la rigidez de la estructura de soporte.
- Grupo 2: máquinas con potencia entre 15 kW 300 kW ; máquinas eléctricas con altura de eje entre 160 mi 315 mm – con base rígida o flexible
- Grupo 1 : máquinas con potencia entre 300 kW 40 MW ; máquinas eléctricas con altura de eje superior a 315 mm – con base rígida o flexible
Como por el apoyo que se clasifican como rígidos y flexibles. Un soporte se considera rígido en una determinada dirección., cuando la frecuencia natural de la máquina y el apoyo combinado, más baja, en la dirección de medición, es al menos 25% más alta que la velocidad de rotación de la máquina.
Se consideran dos criterios de evaluación de la vibración:
- mientras que la amplitud de las vibraciones
- dadas las variaciones de la amplitud de las vibraciones
la ISO 20816-3 – la clasificación de
Para evaluar las vibraciones en máquinas basadas en su magnitud se consideran cuatro zonas:
- zona: las vibraciones de una nueva máquina generalmente caen en esta área
- la zona B: máquinas con niveles de vibración en esta área se consideran que son normalmente capaces de ser operados durante periodos prolongados sin restricciones.
- la zona C: máquinas con niveles de vibración en esta área se consideran que normalmente no son capaces de ser operados durante periodos prolongados sin restricciones. Generalmente, la máquina se puede operar por un período limitado hasta que surja la oportunidad de tomar una acción correctiva..
- la zona D: Niveles de vibración de esta magnitud normalmente se considera probable que causen daños a la máquina.
Esta norma indica valores límite para los niveles que son válidos para mediciones realizadas en las direcciones radial y axial en cojinetes de empuje.
Los límites son aplicables en términos de cambio efectivo y eficiente de velocidad, la aplicación de este último a la máquina a velocidades de rotación bajas.
Otros criterios especificados por esta norma se refiere a las variaciones del nivel de vibración. En particular, que cuando un aumento o disminución del nivel de vibraciones a una mayor 25% el valor superior de la zona B, esta variación debe ser considerado significativo, especialmente se for repentina.
Para la definición de los valores de alarma el estándar recomienda que esta supera los valores de referencia, por un nivel igual a 25% el valor superior de la zona B.
Para parada de la máquina recomienda el uso no mayor de 25% valores de la zona superior C.
Donde no se pueden aplicar estos valores, son producidos por vibraciones de engranajes y cojinetes.
Si desea saber más sobre las normas de límite de vibraciones Haga clic aquí.
6.2. – La medición de la vibración – valores proporcionados por los fabricantes de equipos de medición
La mayoría de los fabricantes de equipos de medición de vibraciones proporcionan tablas con criterios para evaluar los resultados de las mediciones realizadas por sus equipos..
– Criterios basados en estándares
Los valores proporcionados para la evaluación de las mediciones de vibraciones Nivel Global por lo general se basan en los valores de las normas.
– criterios propios de metros
Los valores proporcionados para evaluar el estado de los cojinetes son generalmente característico de cada tipo de metro.
El primero tiene las limitaciones mencionados anteriormente. Estos últimos tienen las limitaciones inherentes a este tipo y método de rodamientos que controlan.
Estos dispositivos funcionan mediante la medición de una banda particular de las vibraciones a altas frecuencias, y suponiendo que éstos se originan exclusivamente en los cojinetes. Cuando el rodamiento se degrada, la amplitud de las vibraciones en esta banda de frecuencia aumenta, detectando así la falla.. Por lo tanto un rodamiento en buen productos, en condiciones normales, vibraciones con una amplitud determinadas, ser capaz de construir una tabla para evaluar el estado de los rodamientos.
Esto funcionaría bien si no hay otras fuentes de vibraciones a altas frecuencias. sin embargo, la realidad es que hay otras fuentes que resulta en limitaciones en la aplicación inmediata de las tablas proporcionadas por los fabricantes de este tipo de medidores.
Muy a menudo los medidores indican valores altos, de acuerdo con la mesa de medición, y al final parece que el cojinete está en buenas condiciones. Incluso producirse situaciones en las que los valores medidos son siempre muy alta por lo que es imposible aplicar estas técnicas.
Esta limitación se supera fácilmente si ya tiene experiencia previa en la máquina en cuestión, porque, en estas circunstancias, ya en condiciones de saber si “forma es defectuoso o”.
Así, un primer paso en una máquina en particular, obtener valores altos, No podemos asegurar que el rodamiento está en malas condiciones.
6.3 – valores proporcionados por los fabricantes de la máquina para controlar
estos valores, cuando hay, Ellos son siempre una buena base para evaluar el estado de una máquina. Por desgracia, no es muy a menudo se proporcionará. Cuando los datos son por lo general debido a que las máquinas ya son de un tamaño determinado, lo cual no es el caso de la mayoría abrumadora.
6.4 – Comparación con los valores medidos en máquinas idénticas
Es una máquina rara que es la única en su género; La mayor mentira en más de una copia, incluso dentro de la misma planta. Por lo tanto la comparación de resultados de las mediciones con uno de ellos el otro es una de las bases más obvia para construir un criterio seguro de los resultados de la evaluación.
6.5 – Experiencia
Una buena experiencia es, como en toda, una excelente base para evaluar los resultados de las medidas. Después de todas las obras de manera muy similar a los criterios anteriores.
6.6 – Seguimiento de tendencia
En cada máquina existen numerosos factores capaces de influir en los valores absolutos de las lecturas. Por lo que el método más seguro de evaluar los resultados de las medidas, consiste en, después de una serie de mediciones, durante el cual se sabe que la máquina está en buen estado, utilizando el valor medido, clasificados como normales, para referencia, y definir criterios de aceptabilidad / límites de ella.
Suponiendo que la evolución de la tendencia (constante / cultivo) Es más importante que los valores absolutos, se logra por lo tanto tienen un criterio que elimina los errores constantes y tiene en cuenta las características específicas de cada máquina. lo, por ejemplo, la única manera de construir un juicio razonable en las máquinas que no son nuevos.
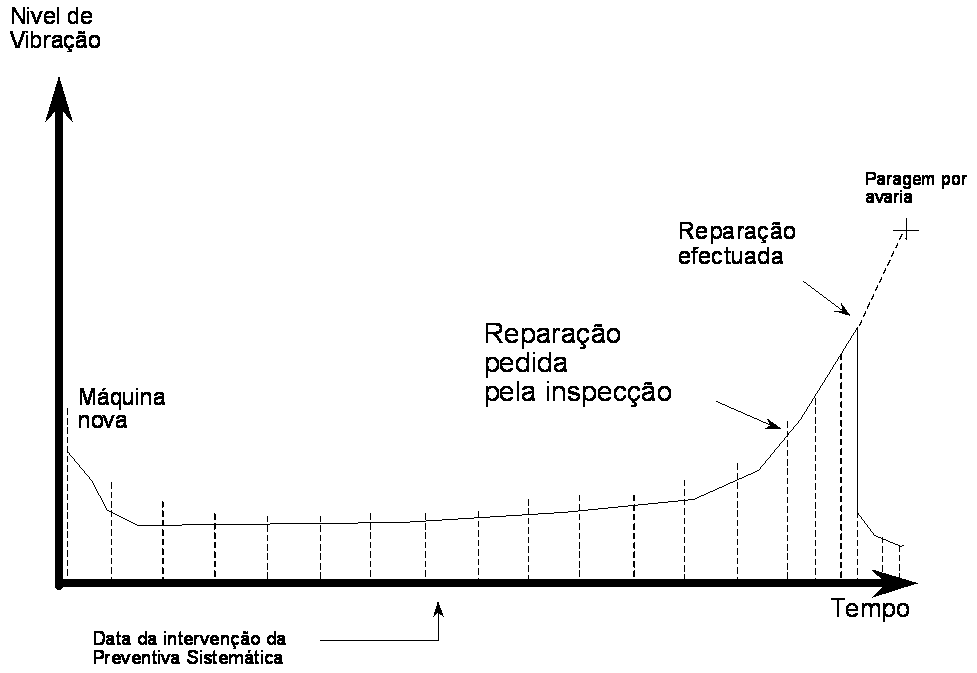
El seguimiento de tendencia