Limitations of vibration measurement
This article refers to the limitations of measuring vibrations with portable equipment.
1. Introduction
Measuring vibrations as a way of detecting faults in dynamic equipment, is, undoubtedly, the main pillar of a rotating machinery predictive maintenance program. Said that, It is now also widely recognized that:
- It presents multiple limitations in terms of detection and identification of important failure modes;
- The most expensive component of a dynamic equipment inspection program with portable equipment, is the labor cost;
- To obtain the greatest return on investment made in inspection with portable equipment, It is important to provide inspection technicians with the best and most efficient technologies, that allow them to identify a wide range of failure modes.
Like this, It becomes clear that optimizing the return on investment in predictive maintenance is not limited to reducing inspection costs. The inspection cost is a small part of the maintenance cost, Optimizing return on investment involves identifying and resorting to, the best combination of technologies and inspection procedures.
2 Limitations of measuring vibrations with portable equipment
To be able to optimize the return on investment in measuring vibrations with portable equipment, first of all, it is necessary to identify the main limitations that are multiple and widely known.
2.1 Ways of failure of electric motors
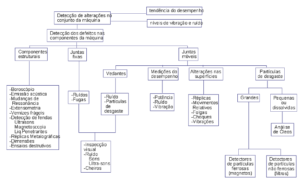
- in electric motors, some types of important faults are not detectable with vibration analysis.
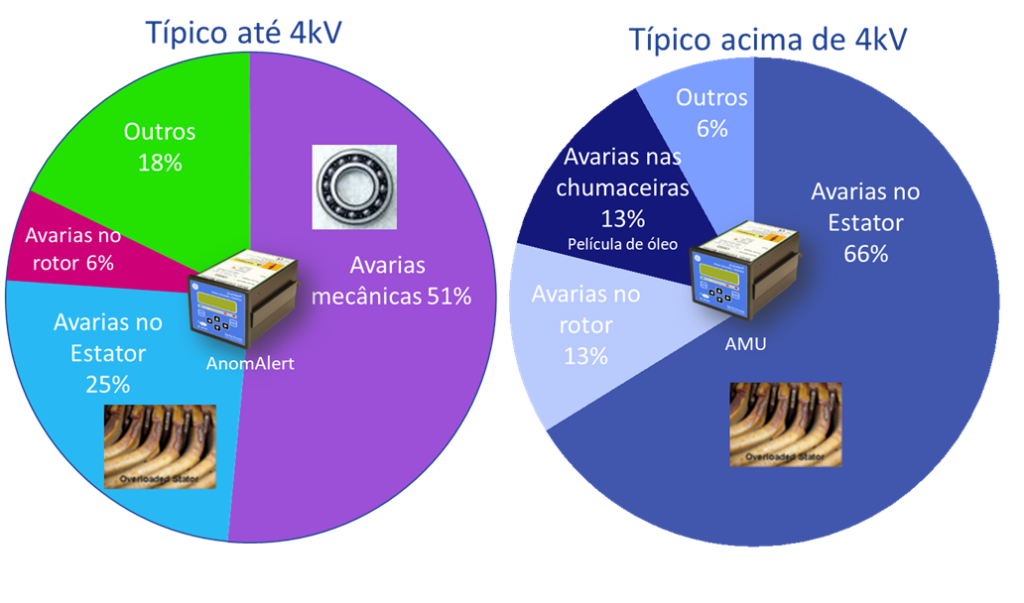
Figure 1 – Root causes of breakdowns in electric motors
2.2 Heating in rotating machines
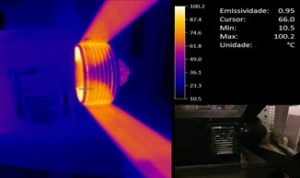
Some types of faults cause the machines to heat up, difficult to detect when measuring vibrations.
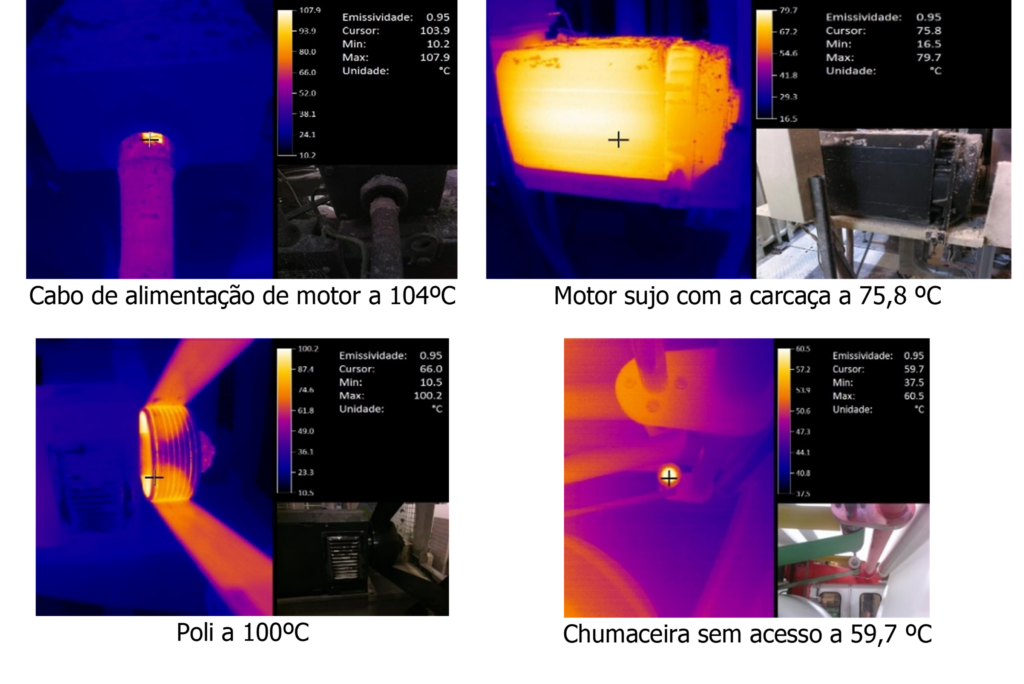
Figure 2 – Examples of abnormal temperatures related to failures in rotating machines
2.2 Need for more information
It is often not convenient to stop machines and deeper and more detailed information is needed, In real time, about the evolution of your condition.
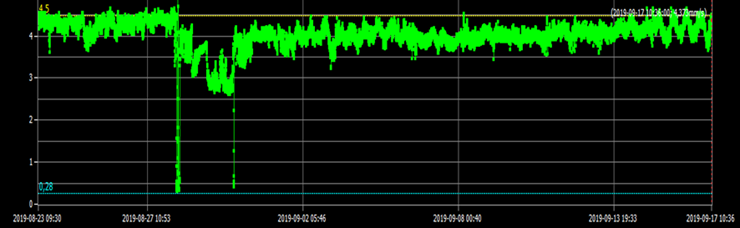
Figure 3 – Permanent monitoring of vibrations
2.3 Diagnosis of faults in bearings rotating at very low rotational speed
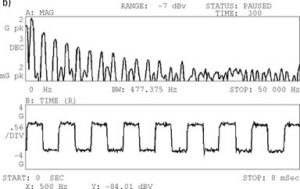
In very low rotational speed bearings (<15 RPM), It is normally very difficult to detect the most common faults by analyzing vibrations alone..
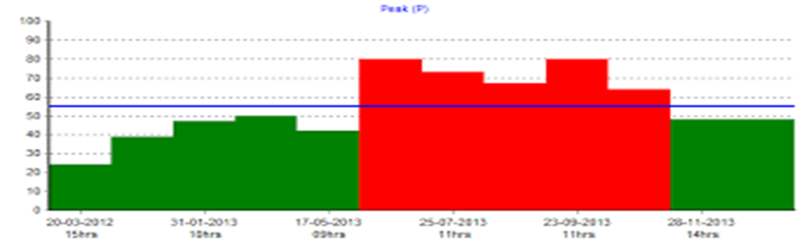
Figure 4 – Evolution of the amplitude measured in a bearing
2.4 Machines with many small bearings
In machines and systems with many identical and small bearings, or difficult to access, the approach of collecting measurements on routes with vibration measurement, It's not practical.

Figure 5 – Example of conveyor belt system
2.5 The islands of information
Vibration measurement (and thermography and other techniques) with portable equipment, constitutes, by itself, an island of information on the operating status of dynamic equipment. The information existing in a manufacturing organization, with relevant information about the status of the equipment, comes from multiple sources.
Figure 6 – Examples of information silos
Information about the status of machines, often, is not compiled and shared digitally, so that it becomes useful for quick and effective decision-making.

Figure 7 – Information is not presented in a useful way, recommendations for maintenance actions.
2.6 There are faults that cause vibrations to decrease
This fact is usually ignored, but in fact, for example a loose part in a rotor, can lead to a decrease in the overall level of vibrations between starts, as referred to in the ISO standard 20816-1.
2.7 There are failure modes that lead to the machine stopping between inspection intervals
Most failure modes in machines with roller bearings, in fact they have a slow evolution. De facto, It is easy to imagine rapidly evolving failure modes, such as a jet of water cleaning the lubricant from a bearing.
3 – Ways to overcome these limitations vibration measurement
- Analysis of electric motors, using the MCM technique, allows you to detect electrical faults (stator, rotor and power) and mechanics in induction motors and driven machines (including those without access).
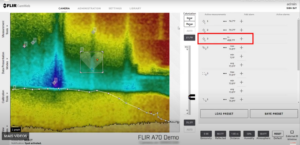
- Thermography identifies any type of abnormal heating.
To implement this technique, in routine, inspection technicians must be equipped with a thermography camera.
Dynamic equipment inspection technicians, equipped with this technology already, more than once, detected evolving faults that, if they were not avoided, could lead to serious industrial accidents, like fires.
- Acoustic emission is effective in detecting faults in bearings rotating below 15 RPM.
- Permanent vibration monitoring (even if it is temporary) with a wireless system, allows you to follow, immediately and closely, the condition of a machine that is raising concerns.
- In machines and systems with many identical and small bearings, or difficult to access, ultrasound measurement is more practical and effective, that measuring vibrations.

Figure 8 – The complementarity of inspection techniques
The information resulting from the inspection of dynamic equipment must be shared on a digital platform, as in the form of processed information for immediate use
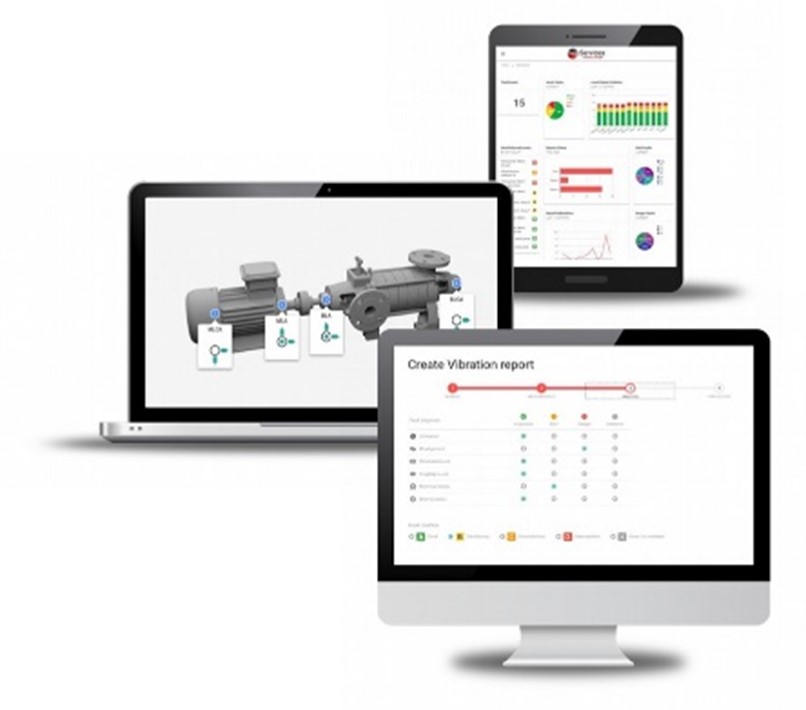
Figure 9 – Plataforma DMC Cloud
- The installation of a permanent monitoring system is almost the only way to monitor failure modes that generate a drop in vibration levels, To find out what was happening, a wireless vibration monitoring system was set up whose objective was to know if there was a real rise in vibration levels before the protective system gave the order to stop the machine., or that have a rapid evolution.
4 – Optimizing return on investment in predictive maintenance
Optimizing return on investment in predictive maintenance of dynamic equipment, in a manufacturing facility, requires in-depth knowledge of the reality in which it is inserted. Indeed, the factors at play are multiple.
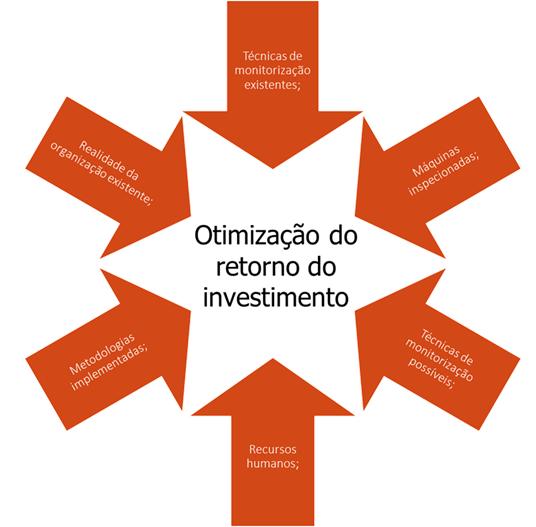
Figure 10 – Main factors that condition the return on investment in predictive maintenance
This knowledge is being acquired, not day to day, through contact with reality. For this to happen, there must be skills that allow a continuous improvement of predictive maintenance, whose objective is:
- Monitoring the work carried out;
- Performance evaluation;
- Identification of weaknesses;
- Discussion and preparation of improvement proposals to be implemented.
7 Conclusion
Optimizing return on investment in predictive maintenance is not limited to reducing inspection costs. The inspection cost is a small part of the maintenance cost, Optimizing return on investment involves identifying and resorting to, the best combination of technologies and inspection procedures.
References
- ISO 20816-1:2016 Mechanical vibration — Measurement and evaluation of machine vibration — Part 1: General guidelines