Implementation of vibration monitoring
Here is how to implement vibration monitoring, for predictive maintenance.
1 -INTRODUCTION – IMPLEMENTATION OF VIBRATION MONITORING
It can be said that the next objective of implementing a machine inspection system is the creation of an information channel that allows maintenance decision centers to, define the actions to be carried out, too, depending on the condition of the machines. They meet on a daily basis, for the most diverse reasons, situations in which this line of information works poorly or simply does not exist.
Thus, in view of the high costs that this may entail, the need arises to implement the inspection system. One of the ways this can be done is to entrust someone with the function of detecting malfunctions before they cause serious consequences..
Permanent monitoring situations are still rare and are practically only found in the largest industrial units. Thus, in the overwhelming majority of cases, a visit to the machine is carried out., traditionally using the human senses as a basic tool.
The sensory control that is, in most situations, an essential part of an inspection system, it presents, However, two basic limitations:
- subjectivity
- limitations inherent to human senses
Thus, the need arises to use equipment that overcomes these limitations.. The implementation of an inspection system thus basically deals with aspects related to the use of specific techniques and the inclusion in an organization of the maintenance of inspection results.
As is evident behind this there must be the will to implement the system, or said in other words, there is a justification for its existence.
2 -THE MOTIVATION FOR THE IMPLEMENTATION OF VIBRATION MONITORING
When starting to implement a condition control system, there must always be clear reasons for this.:
- Increased security
- Reduction of maintenance costs
- Increased availability of equipment, etc.
At the outset, these objectives must be well quantified in order to objectively assess the success (or failure) of the system. Only the regular fulfillment of very clear objectives will ensure the success of the system in the medium/long term. It is this objective assessment that will keep the system running regardless of the various people involved.. These goals can be stated in different terms.:
- Reduction in the number of requests for intervention due to breakdowns,
- Reduction in the number of overtime hours;
- Reduction in the number of downtime due to breakdowns in critical equipment;
- Budget reduction in annual stops;
- Gains obtained by detecting faults in critical equipment, including costs for repairs and downtime of installations.
It is difficult to overstate the importance of this clear definition of objectives. It is what will allow the proper motivation of all levels of management for the program. this motivation, not being a sufficient condition for the success of the system is, without a doubt, necessary condition.
3 -IMPLEMENTATION OF VIBRATION MONITORING
3.1 – Introduction
The aspects that are considered essential for the implementation of a Conditional Maintenance system will be discussed below., namely:
- ‑Selection of machines and equipment to be controlled
- -Definition of faults to be detected in each machine
- -Definition of condition monitoring techniques for each piece of equipment.
- ‑Measuring equipment and information processing system
- ‑Measurement procedures
- ‑Definition of Alarm Levels
- -Planning of inspections and construction of routes
- ‑Training and awareness
- -Organization
As is evident, everything that will be mentioned is done bearing in mind the specific case of measuring vibrations in dynamic equipment.. However, many of these aspects are general in scope and, therefore, do not lose their validity when applied in circumstances other than the present.
3.2 – Machines and equipment to be controlled in the iimplementation of vibration monitoring
It is not common to include in the condition control program all the machines of an installation. Therefore, as a general rule, machines where maintenance is going to be carried out, depending on their condition, comply with the following criteria::
- The machine is critical for production
- The machine is critical to quality
- The machine has high maintenance costs
- The machine is critical to safety
- Poor functioning of the machine has negative effects on the environment
- – It is economically viable to control the condition of the machine
The machines must be categorized according to a hierarchy based on the criticality of the machine for the operation of the manufacturing facility. The following table is a categorization method developed by the petrochemical industry. The periodic monitoring program should initially focus on A and B.
Table – Classification of machines for monitoring.
| Classification of Machines | Result of the malfunction |
| A. Criticism | Unexpected shutdown or failure will cause significant loss of production |
| B. Critical or prone to failure | Unexpected stop or failure reduces, but does not stop production |
| C. Review with spare parts | light service- causes disturbance in operation, but not interruption of production; repair costs warrant some level of monitoring |
| D. not critical | Production will not be affected by the loss; repair cost does not justify monitoring |
Depending on available resources, machines in class C can be added to the program later. For example, each manufacturing facility has its class A machines – turbines and compressors for the petrochemical industry, turbine generators for the power industries and paper making machines for the pulp and paper industry. An unexpected failure of a single component can result in the loss of millions of euros due to production stoppage.
Attention should also be paid to machines critical to the environment or safety.
3.3 Knowledge of machines by iimplementation of vibration monitoring
Knowledge of machine characteristics is essential for conducting an efficient vibration analysis..
The more information available about the project, construction, brackets, operational responses and defect responses, the easier it will be to diagnose faults and malfunctions. On all the equipment covered, the following data must be listed:
- General characteristics such as frequency of rotation, of gear, vane passage, and bearing defect frequencies;
- Vibration, temperature gradients, or pressure initiated by an operating component or system;
- Vibration responses to process changes;
- Characteristics identified with the specific type of machine;
- Known natural frequencies and vibration mode shapes;
- Sensitivity to instability caused by wear and tear or changes in operating conditions;
- Sensitivity to vibration caused by mass imbalance, misalignment, distortion, and other malfunction/defect excitations;
some answers, which can be seen in table A., including vibration, temperature, and pressure can be related to system components; for example, bearings (bearing or anti-friction metal); balancing cylinder of a centrifugal compressor; arrangement of blades and gearing and sprockets. Frequencies and their components, including side bands, indicate the existence of a defect and its origin. Spindle speeds modulate, usually, the central frequencies of bearings and blade passage. The amplitudes of the sidebands and center frequencies provide information about the severity. Temperature and pressure readings may be present as DC components.
Table - Excitation sources in machine components
| Component | Frequency |
| bearings | Passage frequency of rolling elements – Outer race Frequency of passage of rolling elements – Inner race Cage frequency Rotating unit frequency Rolling element rotation frequency |
| antifriction metal bearings | Fractional frequency rotation frequencies |
| gears | Rotation frequency Mesh and harmonic frequencies Assembly frequencies System natural frequencies (gear sprocket defects) |
| Fan and impeller turbines | rotation frequencies blade frequencies Harmonics of blade and blade frequencies |
| rotors | rotation frequency natural frequencies superior harmonic directions |
| Couplings and cardans | Rotation frequency orders |
| alternative machines | Rotation frequency and its orders |
In Table B, Listed below are features associated with specific machines.. The natural frequencies and shapes associated with the equipment's vibration modes, can provide useful information when diagnosing a problem with a machine. This information is useful in predicting wear, construction, corrosion, I desaperto, thermal changes, and other malfunctions. Natural frequencies and vibration modes are usually calculated by the manufacturer or user..
Table B – Machine excitation and response characteristics
| machine type | Characteristics |
| Centrifugal Machines – rotor types | |
| Centrifugal pumps | Rigid bearings Blade passing frequencies and their multiples |
| centrifugal compressors | Large ratio of casing weight to rotor weight Sleeve or pillow block bearings Blade passing frequencies two impellers |
| fans | Blade passing frequencies System aerodynamics Often important pedestal features |
| Machines with Vanes and Impellers | |
| Axial flow compressors | Blade pass frequencies and their multiples |
| Steam turbines ¾ mechanical drive | Paddle Pass Frequenciess 5000 RPM-12000 RPM range for critical speeds Contacts and ground unbalance |
| Steam turbine for power generators | Paddle Pass Frequenciess Low speed – large casings High pressures Mass imbalance |
| gas turbines | Blade passing frequencies It is therefore important to choose a suitable test mass to obtain a good result. gears Subject to instabilities and contacts |
| power transmission equipment | |
| gears | gearing frequency and higher harmonics housing resonances excitation by gear teeth natural frequencies torsional responses |
| hydraulic drives | slip frequency excitation oil film instability |
| Engines/Generators | slip frequency modulation pole-induced structural vibration thermally induced excitation high synchronous motor excitation at start stator short circuit |
| alternative machines | |
| Drives | Casing distortion Foundation vibration induced by bearings Torsional excitation by inertia and pressure |
| pumps and compressors | Torsional excitation by inertia and pressure |
| generic equipment | bearing damage Loosening Problems with straps and gears |
Details of each machine must be available before the database is used..
At the moment, all these data are recorded in the vibration analysis programs that work with the data collectors.
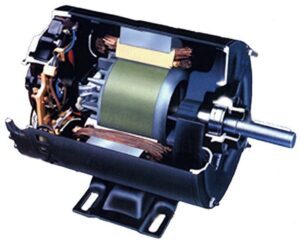
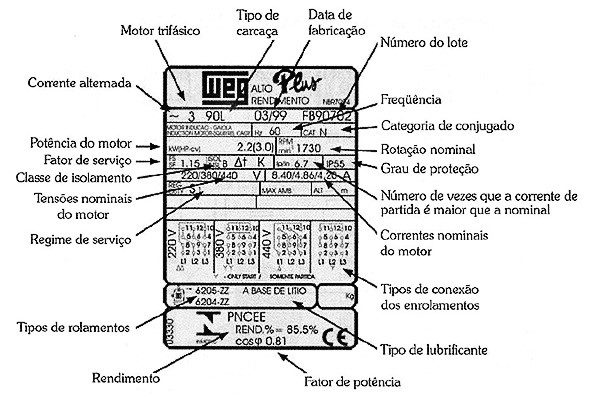
The list of mechanical components is critical in structuring the database and for follow-up analysis.. Minimum specifications for electric motors include horsepower, operating speed, and specific information about bearings; this information can usually be obtained from the identification plate or from the distributor. the engine type (AC, DC, synchronous, induction, powered by inverter) is used to select measurement ranges and to provide basic analytical information.
Specific information about reduction gears is, normally, harder to get. Identification plate information (model and serial number) provides information. Additional information, which includes internal settings and component identification of bearings and sprockets, can usually be obtained from the manufacturer.. It is always advisable to request a general layout drawing that shows the orientation of specific components..
Other machines that can be part of a predictive maintenance program, are the bombs, machine tools, process mixers, shredders, turbines, and suction rollers. Component mechanical data includes general layout drawings, bearing identification, operating speed or range of machine speeds, and drive type. Any idiosyncrasies regarding the machine – assemblies, obvious weaknesses and process conditions that can affect function and diagnostics – should be noted.
3.4 – Definition of faults to be detected in each machine
Every component of a machine can fail in one or more ways.. So a machine can break down in multiple ways. Usually it is intended to detect the following types of malfunctions:
- The most common
- Those that jeopardize security
- Those with the most costly consequences in terms of costs, quality and environment
If in the case of rotating machines there are control techniques that are easy to implement, the same may not happen with other types of equipment. Therefore, the ease with which a given fault can be controlled is a factor to be taken into account..
| Symptom Defect | Temperature | Pressure | Caudal | Vibrations |
| Imbalance | X | |||
| Misalignment | X | X | ||
| bearings | X | X | ||
| I desaperto | X | |||
| Days off | X |
Figure 1 – Common faults and their symptoms when implementing vibration monitoring
3.5- Inspection techniques
provides instructions for the evaluation of vibration in rotodynamic pumps for industrial applications with rated power above
The best measurement parameters that can be used for the purpose of controlling the condition of a machine are those whose measurement does not interfere with its operation.
Among the existing inspection techniques, can refer for example to the following:
- Vibration Measurement
- Global level
- high frequency vibrations in bearings
- Frequency spectrum
- - Wear Control
- Oil analysis
- - Wear Control
- Particle detectors
- Ferrography
- - Noise Control
- - Leak Control
Each has advantages and defects, beyond its own limitations. Its application implies, therefore, a knowledge of all the factors at play, being common to apply more than one technique in each machine, either as a parameter to follow a trend, want to check the condition.
When selecting a control technique for a critical machine, It is important to note that the machines malfunctioned because one or more critical components fail.
Therefore, the most sensitive methods of inspection machine, running through fault detection in individual symptoms components, seen the greatest deviation from normal conditions to be focused on these symptoms making it easier to detect abnormalities.
The selection of a control method therefore depends on the type of components susceptible to damage and how this occurs. Possible hypotheses for controlling the degradation of these components can then be considered and it may even be possible to find a single technique that can detect all types of probable faults in a machine with reasonable efficiency..
On the other hand, the specific situation of maintaining each plant will impose some constraints on the choice of inspection techniques to implement.
In the case of a fault that is to be controlled to have a very rapid evolution, it may become necessary to set up permanent monitoring.. If this system has the ability to trigger a relay, then it is called, by protective. It's called protective monitoring.. If the purpose of monitoring is to extrapolate, from your current behavior and the recent past, your future behavior, is then called Predictive Monitoring.
How many parameters
One way to increase the reliability of a condition control system is to track multiple parameters and, for example, perform a frequency spectrum analysis when an alarm occurs.
The obvious disadvantage of this system is the possibility of becoming drowned in information., even assuming a computer and data collection unit will do most of the work automatically. It is doubtful that all this additional information will make a great contribution to the essential objective of the program, which is to detect malfunctions.. To begin, vibration measurement routines will bring the system very close to its main objectives in the case of rotating machines.
3.6 -Information processing equipment and systems at iimplementation of vibration monitoring
The main objective of having a certain condition control equipment in a company is the detection of faults that have been decided to be important to monitor. Thus, the primary factor in choosing an equipment consists of the fault detection and diagnosis techniques that it implements.. They exist, However, other factors to take into account which will be briefly addressed below.

The selection of measurement equipment depends on how the program works, the number of measurement points and the depth of the intended analysis.
If measurement equipment was purchased before the program was planned, may have to be retrofitted to existing equipment on the manufacturing site. Otherwise, equipment and software can be chosen to meet the needs of the program. If there is any doubt about the appropriate measuring equipment, choose instruments that are versatile and reliable. no minimum, O data collector and software should be able:
- Predict the trend of global and band readings;
- Measurements in displacement, velocity and acceleration;
- rms level measurements, peak and peak-peak;
- Perform analog and/or digital integration;
- Global HFD Measurements (high frequency filtered acceleration);
- Provide spectra with at least up to 6400 resolution lines;
- Demodulated high frequency spectrum (envelope) with selected filters.
- Wave shape;
- dynamic range of 120 dB;
- Hanning or Uniform windows;
3.6.1 - Trend and diagnosis in iimplementation of vibration monitoring
When implementing vibration monitoring in machines, different phases can be defined.
When the system is running its immediate objective is to detect faults. on a certain machine, in good working order, you are in the fault detection period. When the levels start to rise, a trend will be created to try to assess when it is necessary to stop the machine and at the same time a diagnosis. Thus, two more phases are defined: trend elaboration and diagnosis.
To aid the diagnosis, it is often “signature” of the machine when it is in good working condition. A “signature” consists of frequency spectra, obtained at one or more points of the machine that will serve as a basis for comparison when anomalies occur.
Thus arises the need for equipment to detect and diagnose faults.. The detection function occupies the first priority and the diagnostics the second.
It is also evident that the amount of information generated throughout this process is very high., it may be important to use a computer to treat it, being able, for example, the trend function to be performed by it.
3.6.2 – The computerization of the implementation of vibration monitoring
When controlling a large group of machines, dozens or even hundreds, the issue of processing the information obtained and the cost of that treatment is starting to become urgent, and it is then possible to impose the use of a computer support. Computer support in this context has the following advantages:
- Process automation
- information organization
- Increases accuracy
- Saves time
- Increases pre-warning time
- Allows better planning
The results are higher capacity at lower cost:
– More machines can be controlled
– More critical points can be controlled
– Control has greater economic efficiency

3.7 -measurement procedures
When the measurement results of a given parameter are significantly influenced by the way it is performed, a measurement procedure needs to be devised. As is evident, this is the case for vibrations.
Normally in the vibration measurement procedure the definition of the following parameters is included:
- Machine Scheme
- Location of measurement points
- Measure to be taken
- measurement parameters
- sensor fixing
- measuring equipment
Nowadays, the information contained in the procedures tends to be contained in the predictive maintenance program, no computer, not existing, therefore, documents with that name.
3.8 Screening
Screening is used to assess, at a relatively low cost, when a problem is developing on a specific machine.
Allows you to save time for an analysis and to prepare for repair. Screening techniques vary in sophistication and effectiveness. Effectiveness depends on the device used and the type of machine being monitored.. Allowances must be given for changes in operating conditions that affect global vibration levels. Such changes can be caused by changes in the process or environmental conditions.. Any mechanism that can be used to link changes in vibration due to changes in the process increases the effectiveness of a program.. The trends should, if possible, be based only on changes in machine condition. It is therefore a good monitoring policy, implement a comprehensive vibration analysis before starting a maintenance action.
Screening with global vibration level measurement
Screening apparatus included screwdrivers, wires and stethoscopes. They were used to detect faults in bearings.
A screening device like a true rms meter and an accelerometer is simple, but it involves intensive work.
The rms value can be calculated by an FFT analyzer with data collected from a velocity transducer or an accelerometer, depending on the machine. A doubling of the vibration level usually indicates that some action is needed., or a more detailed vibration analysis or repair initiation.
Screening with simple measurement of bearing defects
Other simple instruments — for example, high-frequency, single-value defect gauges to identify bearing failures — use the impulse response of accelerometers resulting from a failure in a specific machine component. Accelerometer response is filtered to only include activity around your natural rate.

Single bearing defect gauges, are suitable devices for sorting if no other impulses and noise are present at the measuring point. For example, the changes in vibration level that occur when a fault occurs in a well-balanced fan driven by a motor with a low blade passing frequency, will be detected because impulses associated with bearings can be felt. However, an impulse indicator instrument may not be able to distinguish a new fault if the fault impulse level is low in relation to the vibration of the machine's gearing frequency.
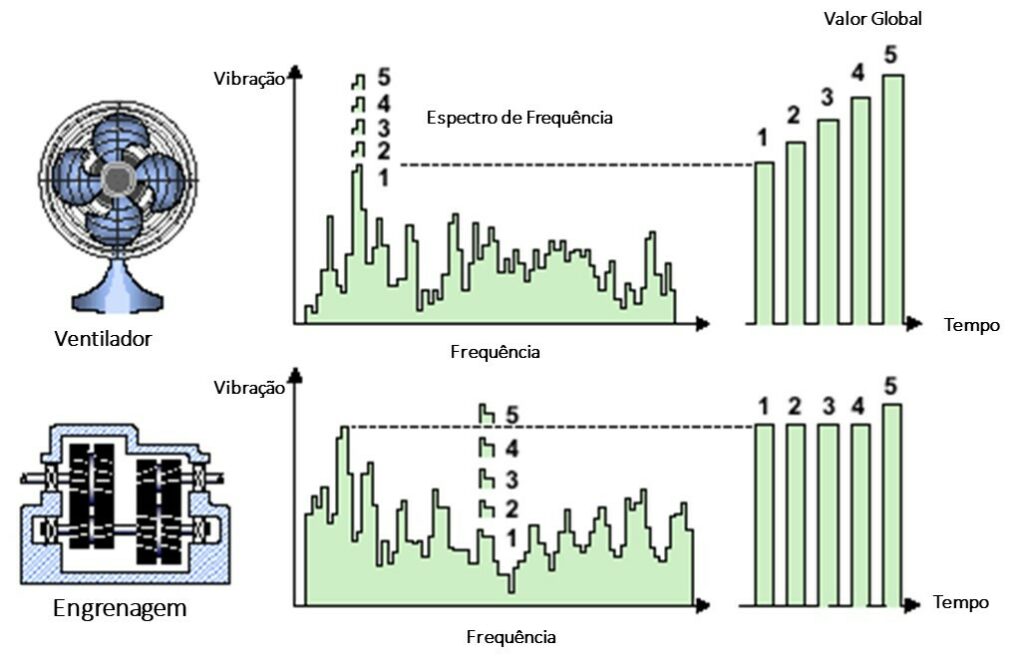
Figure - The sensitivity of global measurements in complex spectra
A failure of a mechanism that is causing slow velocity or acceleration signals from an accelerometer may be masked by a normal frequency from another component.. A spectrum of a gearbox in which gearing has covered a bearing failure is shown in the following figure..
Overall thrust and vibration levels did not change when the bearing failed, but spectrum analysis showed that a bearing failure was imminent. So when random noise and vibration are present, simple screening methods may not be effective, especially those who rely on impulses.
More advanced vibration monitoring methods
A more sophisticated level of screening involves band filtering.; that is, show changes in vibration in distinct frequency bands.
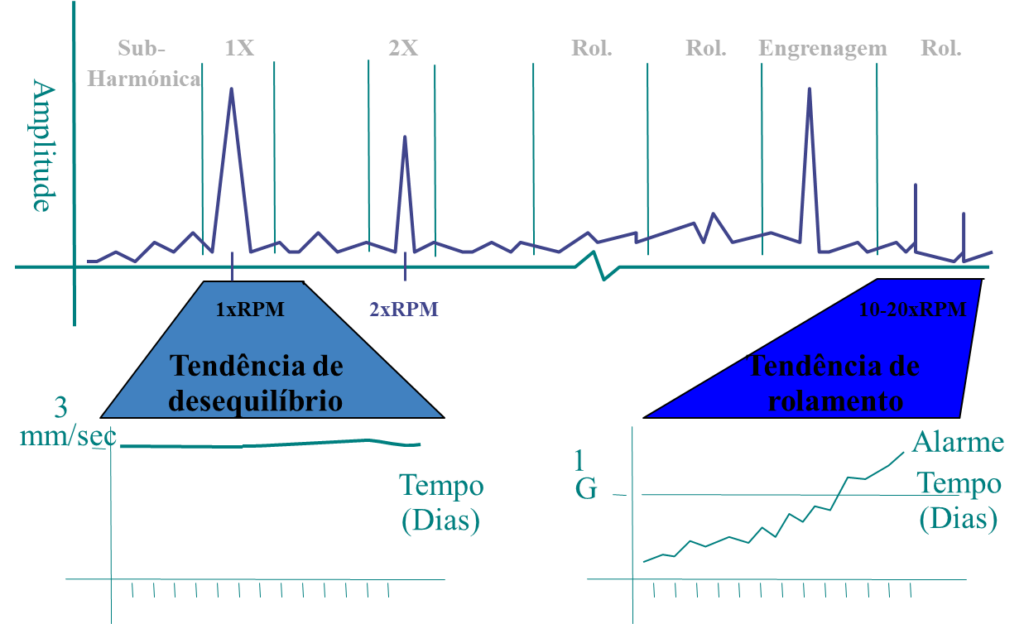
The spectrum shown in the previous figure was divided into frequency bands that separates imbalance or misalignment faults (1x, 2x, 3x e 4x), bearing frequencies, and gearing frequencies. Like this, Global level changes indicated by a single speed reading did not indicate imminent bearing failure, but the filtered results yes. Different frequency ranges can be parameterized on a data collector..
Amplitude screening of the overall level of vibrations at effective speed is often unsuccessful., in the detection of defects in bearings. The spectrum and waveform should be used to study the frequencies and energy. The situation can be successful when monitoring some bearings in low speed machines. Peak vibration obtained from a waveform or peak detection circuit can be more sensitive to bearing condition than spectral measurements.
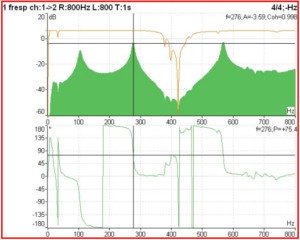
The following figure contains a spectrum measured at the motor bearings of a fan where the impellers were mounted on the motor shaft.. In this spectrum the amplitude of the vibration component of the frequency the passage of blades, a 395 Hz is much larger than the harmonic amplitudes of 100 Hz indicating an electrical problem in the engine.
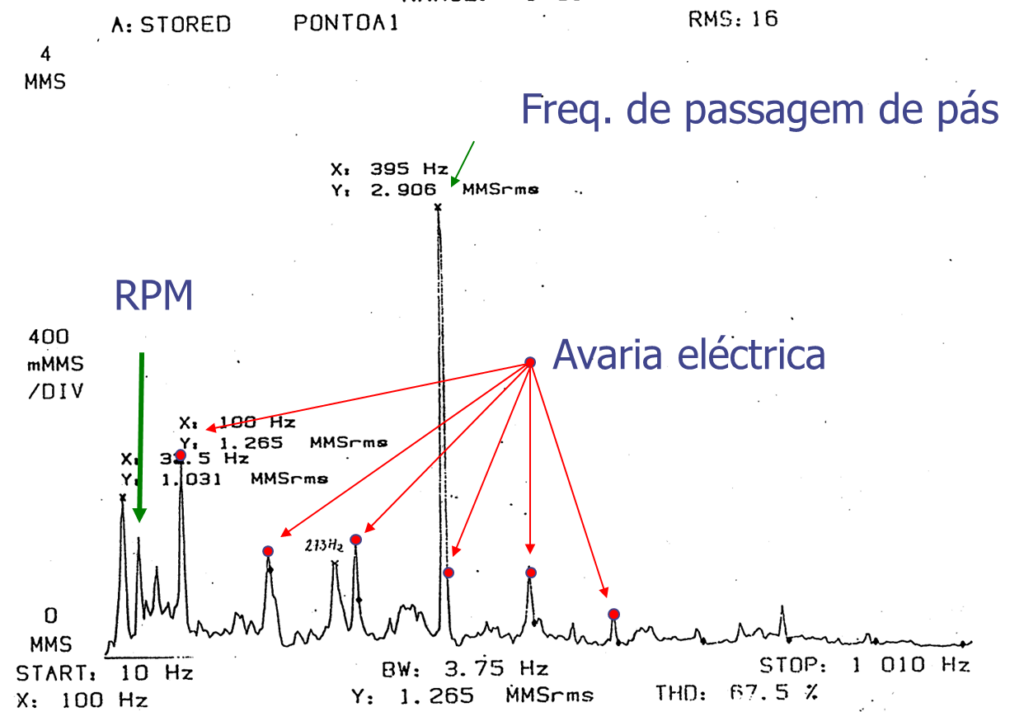
Figure – Spectrum measured at the motor bearings of a fan where the turbines were mounted on the motor shaft
This is an example where measuring the overall level of vibrations and unable to identify existing vibration symptoms of an electrical fault in the engine.
In some cases of high speed machines (3600 RPM e superior) bearing failures occur quickly and defects in the bearing frequency range, create very low vibration levels. Bearing defects can appear most distinctly in the high frequency range (5 kHz to 40 kHz) of the spectrum. These high frequency responses are typically natural frequencies excited by bearing defects..
Envelope-based methods work well in these cases and, therefore, nowadays they are widely used. Low-frequency vibrations at operating speed and gear-induced vibrations are filtered out of the signal.; otherwise, their higher amplitudes create a dynamic range problem. The filtered signal is demodulated to produce a signal free of natural frequencies.. A spectrum of the demodulated signal will show bearing frequencies and the nature of the fault.
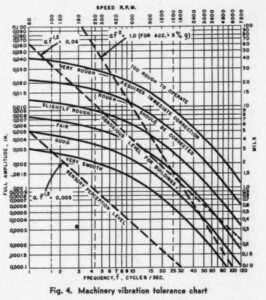
3.9 -Evaluation of the result of the measures
The simple and effective way to establish evaluation criteria for machine vibrations is through their history.. A simple rule is as follows: when the amplitude of the vibration doubles, there is a problem; when the amplitude of the vibration triples the machine has to be taken out of service for a maintenance intervention.
There are no available values, ready to use, for any machine. Most machine manufacturers have a vibration limit for their machines., however, there is a huge amount of variables that influence the vibration levels of an installed machine, it becomes impossible to realistically apply the same criteria in quality control and maintenance.
The trend analysis
Trend analysis is the best approach to define what the vibration threshold should be for a machine.
So what is suggested is that, at an early stage of system startup, do not immediately try to draw conclusions about the state of the machine from the first measurements. The first results will essentially serve to start defining realistic evaluation criteria.
In any case, the ISO standards define many vibration limits in machines.
When carrying out the first measurements on a machine, if there is no problem, the vibrations will be of reduced amplitude. If high amplitude vibrations are measured, look carefully at the machine and check that there is no cause related to its operating principle or assembly that gives rise to them.. If not, it is possible that there really is a problem with the machine.. To check if this is the case, check your history..
3.10 -Periodicity of measurements in implementation of vibration monitoring
The purpose of carrying out periodic measurements is to detect problems in the early stages. The interval between measurements should be short enough to provide reasonable assurance that a problem will be detected and its evolution monitored.. On the other hand, it is uneconomical to carry out inspections too often.
From a theoretical point of view, what dictates the interval between measurements is the average time between failures. For the system to have reasonable reliability, at least six measurements must be carried out in that period..
In practice, the interval between measurements is a function of several parameters:
- – machine importance
- – Machine history
- – control technique
- – machine condition
- – Mean time between breakdowns
- – operating regime
- – staff availability
Machines that are giving problems or equipment that is too large, high speed, may have to be checked on a daily basis. Other machines may be checked on a fortnightly or monthly basis. The availability of personnel to carry out these inspections will also always be an important factor in deciding on the interval between inspections..
In any case the best indicator to select the interval for periodic checks is the history of the machine. If the faults have been frequent, frequent checks will be necessary.. If in doubt about the proper inspection interval for a particular machine, inspections may be carried out initially with a high frequency, the period between inspections being subsequently extended, or not, according to experience.
3.11 -Vibration monitoring planning
As has already been mentioned several times, the condition control system is based on carrying out regular inspections of the machines. For this to take place, it is necessary to draw up a planning of inspections.. This planning will ensure that the inspections will take place at the scheduled intervals and that the workload will be balanced.. The basis of planning is the organization of inspection routes (routes).
An inspection path constitutes a group of machines, with the same inspection frequency.
There are two distinct approaches to creating inspection paths:
a) On the same route, the machines are located in close proximity to each other. This approach has the advantage of minimizing travel time between machines..
b) In the same route, the machines are distributed across the various manufacturing areas. In this case, the advantage lies in the possibility of sensory control., in most of the facilities, when moving from machine to machine.
The first approach is most often used when personnel are available to implement reasonably short intervals between inspections.. When this is not possible, the second approach has the advantage of ensuring minimal surveillance on a large number of devices.
To define a route, proceed as follows::
- List the machines according to their location.
- List the inspection frequency by machine.
- List the number of measurements per machine.
- View the number of measurements per path.
- Group machines into toolpaths.
- Define the inspection sequence on each toolpath.
Finally, with the inspection routes already defined, a Plan is drawn up for all the routes to be carried out.
4 -TRAINING AND AWARENESS RAISING FOR THE IMPLEMENTATION OF A VIBRATION MONITORING SYSTEM
A very important aspect for the success of the condition control system is the training of the inspector. If there are indeed some inspection actions for which particular training is not required, there are others, like for example the vibrations, for which specific training should be given. Another aspect of great importance is raising the awareness of direct supervisors. It is common to find situations where there are people, responsible for the maintenance structure, who refuse the information given by the inspection because they are unable to understand it and/or are unmotivated to do so.

Usually the personnel already working in maintenance can be used to carry out inspections. Your previous experience will help you diagnose malfunctions and carry out sensory control.
4.1 – The inspector at implementation of vibration monitoring
The inspector is a fundamental element of the vibration monitoring system. Depending on the functions assigned to you, there will be different requirements for your qualification.. Whatever the option, special care must be taken with their motivation. The inspection action, by itself, it can become a very monotonous task and your lack of motivation can undermine the objectives of the predictive maintenance plan. That's how it will be:
Qualified – Level I Vibration Analyst
- Functions – Inspection
- very basic diagnosis
- Preparation of Reports
- Disadvantages of this option
- easy demotivation
- Limitation on system development
- Measurement procedures must be rigorously accurate.
- Difficult dialogue with other interlocutors in the factory organization
qualified technician Level II Vibration Analyst
- Functions – Inspection
- Diagnosis
- reporting
- Preparation of work orders
- Follow-up of repairs
- Control of third-party work
- Benefits
- Greater ease of motivation
- The condition control system evolves more easily
- Dialogue facilitated with interlocutors in the factory organization
4.2 – The role of direct supervisors and maintenance managers in implementation of vibration monitoring
The correct motivation of direct maintenance managers is of the utmost importance for the successful implementation of vibration monitoring. In extreme cases, their lack of motivation can lead to sabotage-type actions..
Especially in industrial units that have been operating for many years, there is a tendency to face the implementation of an inspection system, as a proof of distrust. In these circumstances, the inspection work is not only refused but even sabotaged. Thus, it is of the utmost importance that direct maintenance managers feel conditional maintenance as something that is done with them and not against them.. For this purpose, it is necessary to involve them from the first moments in the implementation of the inspection system. It is also extremely important that they understand the information provided to them by the inspection.. Thus, it is also necessary for them to attend training sessions in the field of vibration monitoring..
Nor can one forget the fundamental role for the diagnosis of faults that exists in these functions.. Often it is only possible to understand what happened or is happening on the machines with their collaboration..
As is evident, part of what has been said is applicable to all maintenance managers, thus arising parallel awareness/training needs.
4.3 – Production
Currently there is the prospect of facing the production, as a maintenance customer, with whom everything must be negotiated, including of course the stops for maintenance purposes. If this is the case, there will also be a need for production managers to understand the advantages and limitations of controlling the implementation of vibration monitoring..
5 -REASONS WHY THE IMPLEMENTATION OF A VIBRATION MONITORING SYSTEM FAILS
There are two different orders of reasons that can lead a system to fail:
– Technical reasons
– management problems
5.1 – Technical reasons
The technical problems that usually occur are:
– false alarms
– Malfunctions not detected
False alarms result, mostly, poorly defined evaluation criteria, hence the emphasis given to its constitution based on the history of measures.
In the initial phase of the implementation of the system, extreme care must be taken with the emission of alarms. In fact, there is nothing that discredits the system more than if it is found that a machine, intervened following the emission of an alarm by the inspection, effectively, there is nothing abnormal.
It must always be borne in mind that the initial launch phase of a vibration monitoring system is a critical phase from many points of view.:
– The people involved usually don't have much experience yet.
– There is still no history of the machines
– There are high expectations for the system
Thus, not only are the possibilities of issuing incorrect opinions high, But the consequences are also serious., no minimum, the level of credibility of the system.
Undetected malfunctions are often the result of incorrect readings and procedures.
It appears that there are many situations in which companies start by buying a “Vibration Meter” (?), whatever this is, then start taking measurements. As previously it was not ascertained what was effectively being controlled, surprises begin to emerge…
5.2 -management problems
At this level, problems can be multiple and only a few will be mentioned..
– initial distrust
In the initial phase of launching the vibration monitoring system there is normally, from many people, distrust of the same. so it suits, after the resolution of the first practical cases, extensive disclosure is made internally – even with the highest hierarchical levels in the company – of the results obtained. This action is intended to increase the credibility of the system, improve relationships between people, create constructive attitudes towards problems and reinforce team spirit.
– Inspector's lack of motivation
As already mentioned, inspection work can become, when done alone, quite drab. Therefore, it is advisable to assign the inspector other functions in addition to inspection and make him understand and clearly feel the importance and responsibility that his task has for an effective maintenance management..
– Demotivation of Production and Management in general
Even if in an initial phase the system was successful, situations occur where, over time, the system “cai”. This is because there was no clear system for following up on the successes of the vibration monitoring system by management.. It is therefore absolutely necessary that a regular reporting system be set up (quarterly for example) of the inspection activity where the detected faults are indicated, losses avoided, etc, with estimates of the gains obtained. It is also convenient that annual objectives are defined, corrective actions and system monitoring methods.
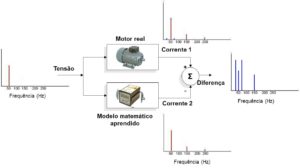
6 THE FUNCTION OF ARTIFICIAL INTELLIGENCE
Currently even the simplest meters have some form of artificial intelligence to support vibration analysis diagnosis..
The simpler the machine, better work. However, with current technology, cannot replace a certified analyst.
Who makes maintenance decisions, just based on what these systems say, You will go through bad experiences...
They should be seen as an aid in the interpretation of the measurement results.; that's what they were designed for.